
This article is adapted from Chapter 3 of my book titled Measuring Manufacturing Effectiveness.
The book is organized as a structured, multi-chapter exploration of how manufacturing organizations define, measure, and interpret “effectiveness.” Rather than focusing on isolated metrics or tools, it examines measurement as a system; one that shapes decisions, priorities, and behavior across operations, quality, reliability, and management.
Each chapter is written to stand on its own, while also contributing to a larger, integrated framework for understanding manufacturing performance.
Chapter 3 focuses on three of the most commonly used, and most frequently misunderstood, manufacturing effectiveness metrics:
- Total Effective Equipment Performance (TEEP)
- Overall Operations Effectiveness (OOE)
- Overall Equipment Effectiveness (OEE)
Although these measures are often treated as variations of the same idea, they differ in important and meaningful ways. This chapter clarifies what each metric is designed to measure, the assumptions embedded in each definition, and the types of questions each metric is and is not capable of answering.
Chapter 3: Defining TEEP, OOE, and OEE
This chapter formally defines Total Effective Equipment Performance (TEEP), Overall Operations Effectiveness (OOE), and Overall Equipment Effectiveness (OEE).
These effectiveness metrics differ only in scope. They are applied to the same production system and share a common structure.
Generalized Formula
All three metrics express the ratio of usable output time to a defined time base.
$$ \displaystyle \text{Effectiveness}=\frac{\text{Good Ouput Time}}{\text{Reference Time}} $$The numerator remains constant. The denominator defines the scope of the metric.
Total Effective Equipment Performance (TEEP)
TEEP measures how effectively calendar time is converted into usable output.
$$ \displaystyle \text{TEEP}=\frac{\text{Good Output Time}}{\text{Calendar Time}} $$Calendar time includes all time within the reference period, regardless of staffing, scheduling, or production intent.
TEEP reflects utilization decisions as well as system behavior. It is sensitive to staffing models, shift patterns, and production strategy.
Overall Operations Effectiveness (OOE)
OOE measures how effectively operating time is converted into usable output.
$$ \displaystyle \text{OOE}=\frac{\text{Good Output Time}}{\text{Operating Time}} $$Operating time includes time during which the system is staffed and intended for production activity. It excludes non-operating calendar time (typically holidays, weekends, etc.) but includes both planned and unplanned losses.
Overall Equipment Effectiveness (OEE)
OEE measures how effectively scheduled production time is converted into usable output.
$$ \displaystyle \text{OEE}=\frac{\text{Good Output Time}}{\text{Scheduled Production Time}} $$Scheduled production time excludes planned downtime but includes unplanned downtime. Planned downtime includes preventive maintenance activities, training and team meetings, and changeovers.
OEE therefore incorporates availability, performance, and quality losses within a single measure of effectiveness.
Relationship Between Metrics
TEEP, OOE, and OEE are related as follows:
$$ \displaystyle \text{TEEP}\leq\text{OOE}\leq\text{OEE} $$The inequality reflects scope, not performance. A lower value does not imply inferior operation.
Decomposition of OEE
OEE is commonly decomposed into three multiplicative components:
$$ \displaystyle \text{OEE}=\text{Availability}\times\text{Performance}\times\text{Quality} $$Where:
$$ \displaystyle \text{Availability}=\frac{\text{Available Production Time}}{\text{Scheduled Production Time}} $$ $$ \displaystyle \text{Performance}=\frac{\text{Effective Production Time}}{\text{Available Production Time}} $$ $$ \displaystyle \text{Quality}=\frac{\text{Good Output Time}}{\text{Effective Production Time}} $$Each component isolates a distinct loss mechanism.
Time Definitions
For consistency, the following time terms are used throughout this book:
- Calendar Time: Total time in the reference period
- Operating Time: Time during which production is intended
- Scheduled Production Time: Operating time minus planned downtime
- Available Production Time: Scheduled production time minus unplanned downtime
- Effective Production Time: Available production time minus performance loss
- Good Output Time: Effective production time minus quality loss
These definitions are applied consistently in all examples and calculations.
Figure 2 depicts a conceptual interaction between time, the production process, losses, and good output.
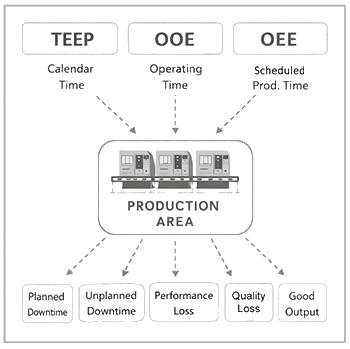
outputs and losses.
Scope and Neutrality
This chapter defines metrics. No guidance is offered here regarding target values, acceptable ranges, or comparative performance. Interpretation depends on context and is addressed in subsequent chapters.
Key Takeaways
- TEEP, OOE, and OEE share a common structure.
- The denominator defines metric scope.
- The numerator represents usable output.
- OEE decomposes into availability, performance, and quality.
- Metrics differ by scope, not intent.
Formal definitions provide precision and consistency. Meaning emerges through interpretation.
This chapter is one part of a 12-chapter framework presented in Measuring Manufacturing Effectiveness, which examines how manufacturing measurement systems influence operational outcomes, decision-making, and organizational behavior. If you purchase Measuring Manufacturing Effectiveness through this link, it helps support the ongoing work of Accendo Reliability, which has generously hosted this serialized release.
Ray Harkins is the General Manager of Lexington Technologies in Lexington, North Carolina. He earned his Master of Science from Rochester Institute of Technology and his Master of Business Administration from Youngstown State University. He also teaches 60+ quality, engineering, manufacturing, and business-related courses such as Quality Engineering Statistics, Reliability Engineering Statistics, Failure Modes and Effects Analysis (FMEA), and Root Cause Analysis and the 8D Corrective Action Process through the online learning platform, Udemy.
Measuring Manufacturing Effectiveness
Understanding Time, Loss, and Output Using the OEE, OOE, and TEEP Metrics
by Ray Harkins
The book consolidates the complete framework into a single coherent model rather than isolated articles. If you’d like access to the full structured framework, including all chapters, diagrams, models, equations, and supporting examples, the complete book is available in hardcover and Kindle ebook.
Measuring Manufacturing Effectiveness is a concise technical handbook for manufacturing professionals who want to use data and metrics to understand what is really happening on the shop floor.
Most discussions of OEE reduce performance to “running too slow” and treat downtime as a single bucket. Those approaches produce scorekeeping, not insight. This book takes a different route: it shows how manufacturing time is progressively converted into usable output, and how common effectiveness metrics make losses visible when they are interpreted correctly.

Leave a Reply