
“Strategy without tactics is the slowest route to victory. Tactics without strategy is the noise before defeat.” Sun Tzu
The Oxford English dictionary defines “detection” as “discovery (of what is unknown or hidden); finding out.”
Reference the article Understanding FMEA Detection – Part 1 which discusses how Detection is defined and applied in FMEA.
Detection risk
Detection risk is associated with the detection rating that is entered in the detection column of the FMEA. There are two circumstances when the FMEA team may consider the detection rating too high.
1. The effect of the failure mode has a severity rating that is high (such as 9 or 10, on a scale of 1 to 10), and the detection is greater than 1. In this circumstance, the FMEA team should attempt to reduce the detection rating as low as possible.
2. The Risk Prioritization or the RPN value for the associated failure mode/cause is considered high, and a high detection rating is present.
In both of these circumstances, the FMEA team should develop action strategies to reduce the detection risk.
What are “action strategies to reduce detection risk”?
FMEA teams can use a multitude of proven strategies to address risk associated with high detection. The following are two of these strategies. A full list of strategies is covered in chapter 7 of the book.
In all cases, when the FMEA team proposes actions that are different from what is already planned or in place, these actions should be entered in the Recommended Actions column of the FMEA.
Modify existing detection-type controls to increase the likelihood of detection of the cause
The FMEA team can recommend changes to the existing detection-type controls to increase the likelihood of detection of the cause.
Example: A manufacturer of irrigation valves experiences a field problem of valve sticking due to foreign material. Yet, the valve meets all current testing requirements.
The FMEA team recommends changing the valve test regimen to include foreign material intrusion.
Develop new detection-type controls to increase the likelihood of detection of the cause
The FMEA team may decide to develop new detection-type controls that do not currently exist. In FMEA language, by adding the newly developed detection-type controls, the likelihood of detecting the cause of the failure can be increased.
Example: A metal parts manufacturing plant has a problem with corrosion due to inadequate thickness of galvanizing coating. The FMEA team recommends a new inline control that measures the precise thickness of the coating surface to ensure adequacy.
Multiple strategies to reduce risk
As discussed in previous Inside FMEA articles, in most cases, the reduction of a high-risk issue from an FMEA requires the use of multiple tasks. These are recorded in the Recommended Actions column.
Below is an example of the use of Recommended Actions to reduce detection risk, as well as risk from severity and detection. It is an excerpt from a fictional Design FMEA on a projector lamp.
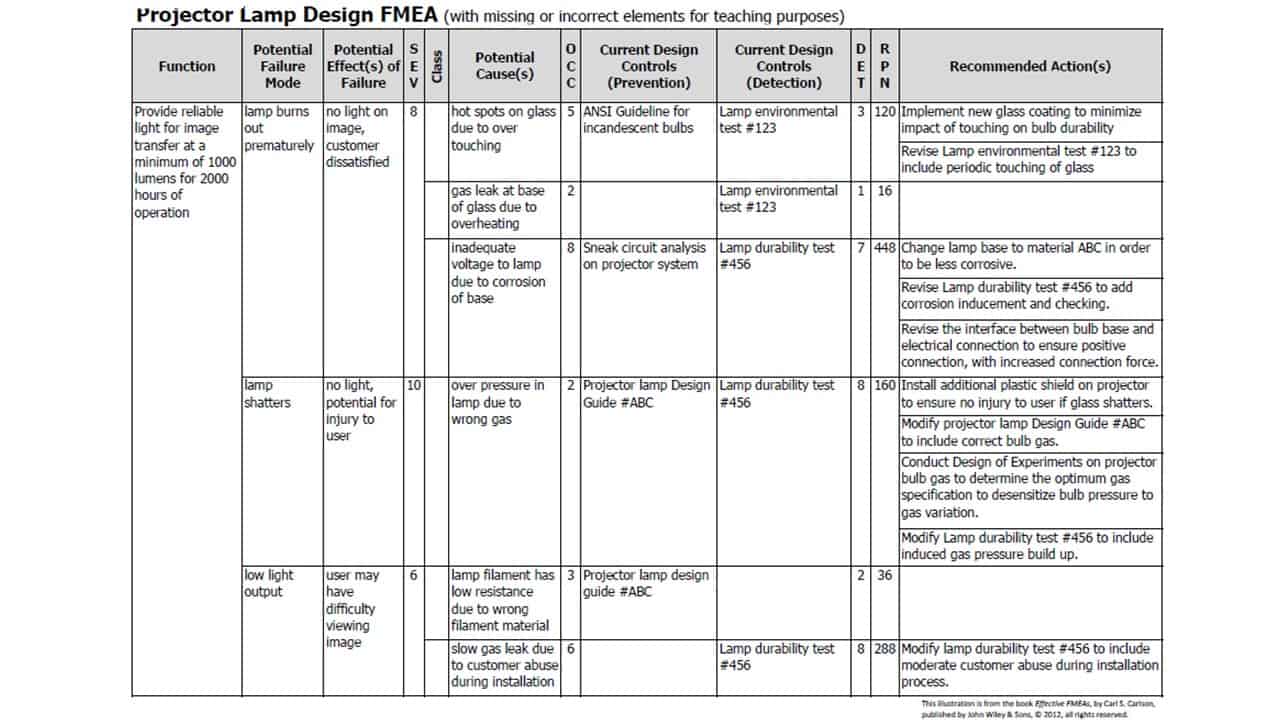
In this example, the FMEA team believes actions “Modify lamp durability test # 456 to include induced gas pressure buildup” can reduce detection from 8 to 3, for the failure mode “lamp shatters” due to the cause “over pressure in lamp due to wrong gas.”
Note the multiple actions to address this high-severity, high-RPN issue.
FMEA Tip
Tip: Some DFMEA practitioners identify the tests that are needed to verify or validate the requirement and put these tests in the Recommended Actions column of the FMEA.
This amounts to double tracking of the recommended test, as all identified tests will be in the Design Verification Plan (DVP). When the FMEA team encounters a test that is needed as part of design verification, and if the test is not already in the DVP, the FMEA team should recommend the test be added to the DVP and place appropriate verbiage in the Recommended Actions column of the DFMEA.
Problem
Which of the following are action strategies to reduce the detection risk? (Select all that apply)
1. Make the design fault tolerant.
2. Introduce redundancy to the design.
3. Develop a new test that identifies the failure mode/cause.
4. Increase the design margin.
Solution
1. Make the design fault tolerant.
FALSE. Fault tolerance is a strategy to reduce severity risk.
2. Introduce redundancy to the design.
FALSE. Redundancy is a strategy to reduce severity risk of the system. It can also reduce occurrence risk.
3. Develop a new test that identifies the failure mode/cause.
TRUE. Developing a new test that identifies the failure mode/cause can reduce detection risk.
4. Increase the design margin.
FALSE. Increasing design margin will reduce occurrence risk.
Reader’s Question
In DFMEA work, would you ever use “manufacturing procedure” as a prevention control, and “manufacturing final test” as a detection control? I understand that it’s always better to prevent/detect up front in the design process. But suppose that a design related issue which could cause problems during manufacturing or assembly would be very costly to fix in terms of changing the design, but could be prevented by issuing explicit manufacturing standard work, or special tools, or whatever to ensure that the assembly is done correctly. Or it could be detected before reaching the customer by requiring that a ‘final test’ be done on the unit before shipping. This would not be just ‘throwing it over the wall’ to the process FMEA, as the standard work or test procedure would be developed by the design team as their action to close the item. The whole notion seems similar to using the idea of ‘in-service’ detection, brought forward into the factory before the customer ever gets it. Again, I understand that this is less than ideal, but it seems like it might have some value in certain cases.
Answer to Reader’s Question
Let’s begin with an example. A wiring harness is being designed and has a connector that can only be connected to adjacent harness in one way. If it is connected in the wrong orientation, it will not function properly. The design team can modify the design of the connector to prevent any connection other than the correct orientation. That would be called error proofing the product design. If the design team concludes it is too expensive to error proof the design, they can request modification to the manufacturing process to ensure the harness is properly connected. This would be called error proofing the manufacturing process. They could use color coding, visual charts, or other techniques. In your scenario, the design deficiency (wiring harness is not error proofed and can be mis-assembled) is not directly addressed in the assembly process. There is no design fix. Rather, the assembly process is modified to mitigate the likelihood that there will be mis-assembly.
The question becomes how to document these tasks in a Design FMEA.
I’ll use definitions from my book to answer your question:
Cause is the specific reason for the failure, preferably found by asking “why” until the root cause is determined. For Design FMEAs, the cause is the design deficiency that results in the failure mode. For Process FMEAs, the cause is the manufacturing or assembly deficiency (or source of variation) that results in the failure mode.
Prevention-type design controls describe how a cause, failure mode, or effect in the product design is prevented based on current or planned actions; they are intended to reduce the likelihood that the problem will occur, and are used as input to the occurrence ranking.
Detection-type design controls describe how a failure mode or cause in the product design is detected, based on current or planned actions, before the product design is released to production, and are used as input to the detection ranking. Detection controls are intended to increase the likelihood that the problem will be detected before it reaches the end user.
Prevention-type Process Controls describe how a cause, failure mode or effect in the manufacturing or assembly process is prevented, based on current or planned actions. They are intended to reduce the likelihood that the problem will occur, and are used as input to the occurrence ranking.
Detection-type Process Controls describe how a failure mode or cause in the manufacturing or assembly process is detected, based on current or planned action, before the item is shipped from the manufacturing or assembly plant, and are used as an input to the detection ranking.
You have an interesting point about using the idea of ‘in-service’ detection, brought forward into the factory before the customer ever gets it. However, based on these definitions and my experience, if the Design FMEA team is not able to fix the design-related deficiency, I would prefer to address the problem in the Process FMEA. I would use the prevention-type design controls to identify current or planned actions that reduce the likelihood that the design problem will occur, and detection-type design controls to identify current or planned actions that increase the likelihood that the design problem will be detected. I would use the recommended actions column of the Design FMEA to communicate the tasks that should be addressed in the Process FMEA. That way the Process FMEA team can take whatever actions they deem necessary to ensure the mfg/assy process is robust (free of manufacturing or assembly deficiencies), regardless of design problems. The reason I would prefer to address the problem this way is the Process FMEA team has the right people to address manufacturing and/or assembly issues, and recommend changes that ensure processes are robust. The Design FMEA team typically does not have the right people to address these issues.
Next Article
In the article The Philosophy of Effective FMEAs – Part 1, one of the most important aspects of FMEA procedure is to keep the focus on areas of concern and risk. The next Inside FMEA article explores what this means and how to do it.

Leave a Reply