My new book titled Measuring Manufacturing Effectiveness develops a practical framework for understanding manufacturing effectiveness through the lens of performance metrics including how they are defined, how they are interpreted, and how they influence real operational behavior.
Chapter 5 turns attention to the first of the three components of Overall Equipment Effectiveness (OEE): Availability.
Availability addresses a deceptively simple question: Can the equipment run when it is scheduled to run?
Behind that question sits a wide range of losses related to downtime, changeovers, failures, maintenance practices, and scheduling decisions.
This chapter examines how Availability is defined within the OEE framework, what types of losses it is intended to capture, and why misunderstanding Availability often leads organizations to chase symptoms rather than address underlying system constraints.
Availability: Can the Equipment Run When Scheduled?
Availability describes the degree to which scheduled production time becomes available production time. It is the first constraint within OEE, OOE, and TEEP, and it establishes the upper bound for all downstream performance and quality outcomes.
Availability answers a single operational question:
When production is scheduled to run, is the equipment actually capable of running?
If availability is limited, no amount of performance optimization or quality improvement can recover the lost time.
Availability in the Time Funnel
Availability governs the transition between Scheduled Production Time and Available Production Time in the manufacturing time funnel.
$$ \displaystyle \text{Availability}=\frac{\text{Available Product Time}}{\text{Scheduled Production Time}} $$This expression defines availability as the fraction of scheduled time during which production is possible. It does not distinguish between different causes of lost time; those distinctions are addressed through reliability and maintainability.
Availability Losses and Unplanned Downtime
Availability losses occur due to unplanned downtime. Planned downtime, such as preventive maintenance, changeovers, or cleaning, reduces scheduled production time but does not affect availability. As depicted in Figure 3, planned downtime is a strategic choice; unplanned downtime is a diagnostic signal.
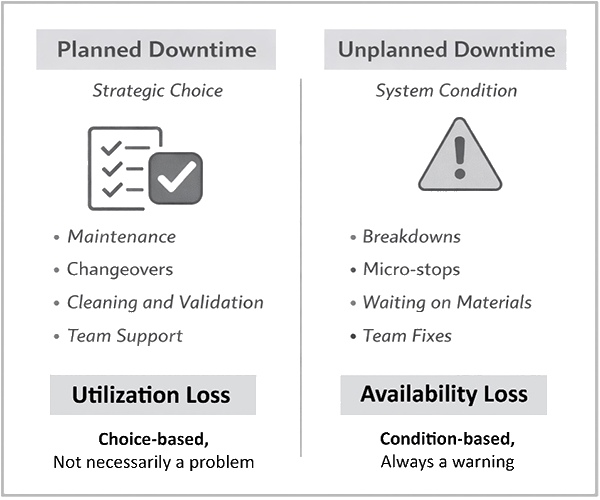
Unplanned downtime reflects system instability. It interrupts production after the schedule has been established and directly reduces available production time.
Unplanned downtime has two independent contributors:
- Reliability, which governs how often interruptions occur
- Maintainability, which governs how long recovery takes once an interruption occurs
These contributors reduce availability through different mechanisms and require different management responses.
Interpreting Availability Correctly
A low availability value does not, by itself, indicate poor maintenance performance, operator error, or inadequate equipment. It indicates that scheduled production time is not reliably converting into available production time.
Meaningful interpretation requires identifying whether availability loss is driven primarily by interruption frequency, recovery duration, or both.
Availability metrics are most useful when they guide inquiry rather than serve as performance scores.
Reliability: Frequency of Interruption
Reliability describes the frequency with which production is unexpectedly interrupted. It is commonly summarized using Mean Time Between Failures (MTBF).
$$ \displaystyle \text{MTBF}=\frac{\text{Operating Time}}{\text{Number of Failures}} \] $$MTBF characterizes interruption frequency. A higher MTBF indicates fewer interruptions over a given operating period; a lower MTBF indicates frequent stops.
MTBF is a descriptive statistic. It does not predict the timing of individual failures, nor does it imply consistent spacing between events. Two systems with identical MTBF values may exhibit very different interruption patterns.
From an operational standpoint, low MTBF commonly manifests as frequent short stops. These interruptions are often normalized on the shop floor and inconsistently reported, yet they consume attention, disrupt flow, and degrade stability.
Reliability is influenced by equipment condition, operating stress, process robustness, and maintenance effectiveness.
Maintainability: Duration of Recovery
Maintainability describes the duration of production loss following a failure. It is commonly summarized using Mean Time to Repair (MTTR).
$$ \displaystyle \text{MTTR}=\frac{\text{Total Downtime}}{\text{Number of Failures}} $$MTTR captures the elapsed time between failure occurrence and return to productive operation. In practice, this includes detection, diagnosis, repair, restart, and verification.
Maintainability is often the most responsive availability lever because it is strongly affected by organizational and design choices, including:
- Availability of skilled repair technician
- Availability of spare parts
- Diagnostic clarity
- Standard repair procedures
- Training and decision authority
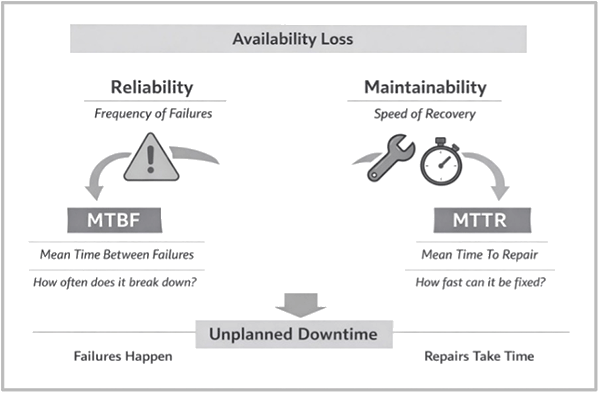
Figure 4 highlights the differences between reliability and maintainability.
Key Takeaways
- Availability defines the fraction of scheduled production time during which equipment is capable of running.
- Availability is reduced only by unplanned downtime; planned downtime is excluded by definition.
- Unplanned downtime reflects system instability and directly limits all downstream performance and quality outcomes.
- Reliability and maintainability reduce availability through different mechanisms: interruption frequency and recovery duration.
Two systems with identical failure rates can exhibit very different availability due to differences in maintainability. Understanding availability requires separating how often production is interrupted from how long recovery takes once an interruption occurs.
This chapter is part of the larger framework presented in Measuring Manufacturing Effectiveness, which explores how manufacturing performance metrics shape decisions, priorities, and behavior across organizations.
The complete book includes all 12 chapters, along with supporting figures, equations, and examples that place Availability—and the other OEE components—within a broader system of manufacturing measurement.
If you’d like access to the full framework, the book is available on Amazon here.
If you purchase Measuring Manufacturing Effectiveness through this link, it helps support the ongoing work of Accendo Reliability, which has generously hosted this serialized release.
Ray Harkins is the General Manager of Lexington Technologies in Lexington, North Carolina. He earned his Master of Science from Rochester Institute of Technology and his Master of Business Administration from Youngstown State University. He also teaches 60+ quality, engineering, manufacturing, and business-related courses such as Quality Engineering Statistics, Reliability Engineering Statistics, Failure Modes and Effects Analysis (FMEA), and Root Cause Analysis and the 8D Corrective Action Process through the online learning platform, Udemy.

Leave a Reply