
With the Quality that Improves Reliability
Ultimately reliability is in the hands of the people that use, build and rebuild equipment. High equipment reliability requires precision workmanship and steady, considerate operation (known as Degradation Management). Both equipment operator and equipment maintainer need to be precise, they need to know exactly what to do to always produce great reliability. Most procedures and check sheets are so poorly written that they cause equipment to be failed. Standard operating procedures can create reliability if they ensure that users meet minimum quality standards. World-class standard operating procedures set not only a minimum level of quality, but they also set a highest level of quality that when achieved deliver amazing equipment reliability.
Keywords: precision maintenance, work quality standards, work quality assurance, degradation management
For a long time now, I have wondered why so many companies around the world suffer poor operational equipment performance. I think back to being an apprentice fitter and machinist in the mid 1970’s and the same problems that hounded us back then with our equipment condition still hound us today. I remember as an apprentice the old tradesmen telling their ‘war stories’ about the failures and errors which happened to them twenty and thirty years earlier. For at least 70 years that I know of, operational and maintenance errors and failures have wrecked our machines and businesses. I suspect that it has always been that way. I am now of the mind that we have serious systematic problems with the design of our businesses and business processes, and with our management, tradespeople, and engineering education processes. I fear that we have created processes and systems that unintentionally, yet with certain regularity, destroy our machines and fail our businesses.
Reliability is an outcome you design and then create. You get reliability after meeting the quality requirements that produce the intended reliability. You specify the quality of engineering, manufacture, assembly, installation, operation, and maintenance needed for a level of reliability. Quality is an exact number, and it is measured in indisputable engineering values. It is not a happy state of mind and a nice feeling from seeing something go well. That may have happened totally by luck. There is no ‘lucky’ factor in creating quality and reliability. You make reliability happen intentionally – you design the business processes and practices across the life-cycle to produce it on purpose. Unless your standard operating procedures (SOPs) and check sheets contain measurable quality values that are met when the work is performed, they will destroy your machines and equipment because they work by luck instead of providing a sure way to produce high reliability.
In this article we review several common styles of standard operating procedures, record sheets and check sheets used in industry. We highlight their inherent dangers and how they can be improved to prevent the operating and maintenance disasters that they will undoubtedly cause if they are used. To address the problems and limitations caused by the example SOPs, a new style of SOP based on the Accuracy Controlled Enterprise 3T (Target-Tolerance-Test) procedure format is discussed. If you want high equipment reliability you need to make sure your managers, engineers, operators and maintainers know exactly what to do to deliver it, and can do it exactly. You do that by installing and using only those business processes and work practices that intentionally produce the reliability you need every time they are done.
Mike Sondalini
Service Report Sheets

The style of service report in Figure 1 for an air compressor and air dryer inspection is common. A tick-the-box plus freehand comments method of feedback is quick and simple for the technician. Unfortunately, the report contains little of value regarding the condition of the equipment and its likely future reliability. All I can discern from the report is the technician looked at the equipment, did some overall vibration measurement, checked the machine was in a ‘good-enough’ condition to continue running, and left site after seeing someone to sign his time sheet. If the equipment owner kept using service reports like that of Figure 1 to monitor the machine, their air compressor will fail catastrophically before they ever know there is something seriously wrong with it. There is no information in the report to prove the air compressor and dryer can continually produce quality compressed air and will deliver long-term, highly reliable operation. The better approach is to re-draft the report with clear, unambiguous descriptions and/or photographs of upper and lower acceptance limits for each item inspected. The vibration values recorded have no meaning to anyone except those that know the Sentinel Vibration Monitor System. The vibration analysis results need to be presented on a trending control chart. The vibration readings seem to be total vibration, which are no use for diagnosing bearing condition and budding reliability problems in rotating equipment.
Inspection Acceptance Forms

Figure 2 is a baseline check sheet for a new electric motor. At first glance it seems to look the part. It has good images with clear indication of where to position the vibration detector. The vibration values are selected to detect a range of problems. My big concern is that the acceptance limits are the ‘good enough’ type. This really means that the performance is not yet ‘bad enough’ to correct. Would it not be fantastic to have another column showing world-class vibration results? Then everyone knows what superb vibration performance is and can look for ways to produce it. The one-sided acceptance limit used in Figure 2 is a trap. You only know what ‘bad’ looks like. People using the form of Figure 2 will tend to accept motors that are just outside the limit because of the unwanted hassle and cost of getting them re-worked. The one-sided acceptance lets them think that they are saving the company money and time if the result is ‘close enough’, but in fact what they really do is bring future failures into the business. Once you create a two-sided acceptance limit that includes world-class performance, nobody can kid themselves, or anyone else, as to how the equipment is really performing. A one-sided acceptance limit shows people how bad things can be. But a two-sided acceptance limit shows them how good things need to be to deliver world-class performance.
Unfortunately, the form in Figure 2 is designed and promoted by a world-leading maintenance consultancy. They give their clients these forms. They teach people around the world to write forms like Figure 2. It is a tragedy for industry. It explains a lot of the reason so many companies around the world have operational equipment problems. They are systematically wrecking their equipment through ignorance and misunderstanding. They think that ‘good enough is close enough’ when in fact they need world class quality to get world class reliability results.
Equipment Condition Inspection Forms

You see the format and content style of Figure 3 for inspecting equipment everywhere in industry. I believe it causes far more equipment failures than it prevents. My guess is that it is written by a technician with years of experience inspecting and repairing centrifugal pumps, or by a professional engineer with long years of pumps and pumping system experience. No one else could possibly hope to understand it, much less use it effectively. Like the air compressor service report of Figure 1, this form will let the pump fail catastrophically before you will ever know there is something seriously wrong with it. The reason is no one knows what ‘good’, ‘bad’, ‘yes’ or ‘no’ looks like. Such measures are entirely subjective. You must have measurable parameters to decide if a thing is or is not good, or bad. Parameters do not move. They cannot be adjusted depending on circumstances. An inspection form needs to tell you what world-class results are for every inspection, along with what is the worst performance accepted before doing something about it. For each inspection you must know how to conduct it to ensure the test performed gives correct results and prevents bad results. Furthermore, the form must tell you exactly what to do when the performance is ‘bad’ to return it to excellent condition.
Imagine handing this work order to the typical maintenance tradesperson and telling them to do the inspections listed. Take the first inspection ‘Grout/Foundation’. What could a maintenance tradesman possibly know about world-class pump base grouting and foundations? Only an experienced pump foundation and base plate design and installation engineer would know what they had to look for to decide if the pump base grout and foundation were in good or bad condition. You might be lucky, and the tradesperson is highly knowledgeable in pump bases and grouting. If that happened, it would be the luckiest day of your life. The same applies for every other inspection. How can you competently decide for each inspection what is ‘good’ and what is ‘bad’ when there is nothing by which you can gauge such decisions?
This form, like that of Figure 2, was designed and promoted by a world-leading equipment maintenance consultancy. They give all their clients these forms and they are teach people to write inspection forms just like Figure 3. These forms are developed with all the best of intentions, but they cause failure, because they cannot create high reliability. People will use the form and think they are providing a good maintenance service to their company and its machinery. Yet they are terribly wrong. Inspection forms without upper and lower acceptance criteria, and a repeatable proof-test to confirm the quality level, cannot deliver reliable machines.
Visual Management Based Instructions

Figure 4 shows how to fold clothes. It contains few words and is a great attempt to keep things simple while getting the message across. Humans get 75% of their information through their eyes. Imagine trying to explain in words what these eight pictures say on one page. You could have several pages of description and still do the folding wrong. I bet a supervisor in charge of a group using a descriptive folding procedure would be worked-off their feet explaining and showing people the right way to do the folding. A supervisor of a group using the visual procedure would take a day to train their people and then everyone would get it right. There is a trap in the visual method of ‘writing’ procedures. You still must make sure people meet the minimum standard while encouraging them to be world-class. There are no standards noted in Figure 4. There should be measurements showing upper and lower limits of location – the tolerance for positioning the clothing. I would also like to see both a top-class result and a not acceptable result shown during the training program for those people who fold clothes.
Go out of your way to provide detailed visual procedures and checklists and do not use detailed descriptive procedures and checklists. The next example shows you why it is worth it.
Descriptive Based Acceptance Criteria
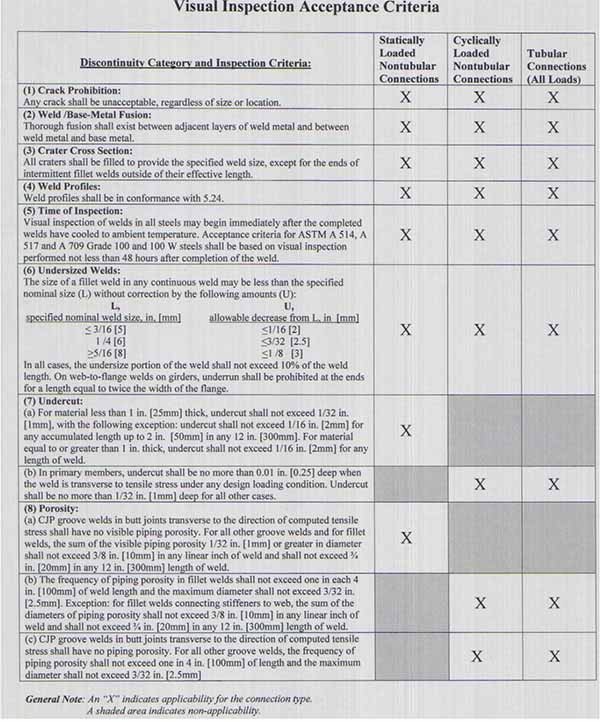
The weld acceptance criteria in Figure 5 are correct in detail and content. But it is so full of confusing text and convoluted explanations that you must be a welding expert to understand them. You could say that only welding experts should be doing structural welding acceptance anyway. You would be right. But the written criteria in Figure 5 are a lot of hard work to fathom and nearly impossible to understand. If you were in a hurry, you would almost certainly mistake what was contained in the words. It would be far better if these written criteria were turned into pictures and drawings of exactly what ‘pass’ and ‘fail’ looked like. That is a lot of extra work, people would say. I know. But how else do you stop errors and rework – hope they do not happen? The images of pass–fail criteria are not for the Inspector. The images are for the managers in charge of the welding, and for people doing the welding, so that they can get a great weld every time. It is not the Inspector that needs educating on weld quality; it is the welders who make the weld, and those others responsible for their work, that need to know what is, and is not, an acceptable quality. By using images instead of text there is a much greater chance that there will be no welding errors for the Inspector to find.
Inspection and Test Plans


An Inspection and Test Plan lists the quality requirements and the compliance tests that must be met for acceptance. It is the plan for collecting the evidence that all the work needed to make a thing has been done right. ITPs have been used for a long time. They are part of any quality managed organisation. Though they have been used for a long time for quality management they are not successful in preventing failures.
The drawback with ITPs is that they are a feedback device. You are only required to inspect after the task is completed. You do the entire job first and then you check if you did it right. That seems crazy to me. Imagine working a whole week on a job and you only find out on Friday that you made a mistake on Monday. Feedback management and reporting is only useful for learning about mistakes, not for preventing them.
Accuracy Controlled Enterprise ACE 3T SOPs
A feed-forward driven SOP would tell you immediately that you have done the task right or you have made a mistake. It makes you aware of an error and lets you correct it to the required standard before doing the next task in the job. To develop a reliability-building feed-forward SOP you need a world-class standard to hit and an idea of how close to the standard you need to be to still meet minimum quality. The upper and lower quality standards form ‘boundaries of excellence’. A proof-test confirms that the work produced acceptable quality. If the test shows the work is not within the quality boundary you fix it immediately and do not leave a defect. In this way all work is perfect because it always meets the necessary quality standard at every step of every task. When you write SOPs with each task given a Target, Tolerance and Test you create an Accuracy Controlled Enterprise (ACE) 3T procedure.
Figure 8 shows the upper and the lower quality limit for rotating equipment shaft alignment. It comes from John Piotrowski’s ‘Shaft Alignment Handbook’. It is the ideal input into an ACE 3T procedure because in one graph it provides the world-class quality target to strive for and the least acceptable result allowed. In the one chart you are given the ‘Target’ and the ‘Tolerance’ for high quality shaft alignment. The ‘Test’ is to measure the alignment with laser equipment (or reverse dial indicator) to prove the shaft alignment indeed meets the required quality standard. Including this two-sided acceptance standard into a shaft alignment procedure requires people to do the quality of alignment that brings with it high equipment reliability.

Piotrowski’s shaft alignment ‘chart of excellence’ makes clear what acceptable quality for rotating shaft alignment is. Once the specific values for the power transmission point deviation and angular misalignment at a given RPM are transferred into your procedures, they lock shaft alignment quality into place throughout the operation. No other standard is acceptable. Such ACE 3T procedure content says to everyone that this company wants only top-class results, and anything less needs to be improved. Then you train your people how to do the job exactly right.

Leave a Reply