Introduction
The gage measurements are expected to be stable, meaning the gage should provide consistent readings. Some random variation due to random error is expected. However, gage measurements change with time or because the gage is damaged. The gage stability can be checked by measuring a known reference.
In this article, it is shown how to use control charts to assess gage stability.
Definitions
The stability can be viewed as a combination of the bias and repeatability demonstrated with repeat measurements of a known characteristic on a reference part.
- Bias is defined as the difference between the measurement and the actual value being measured.
- Repeatability is the variation in measurements seen when measuring the same characteristic on the same part with the same gage.
Variation
Repeated measurements always show variation and may be attributed to common causes. But special causes may be present that inflate the variation. Some examples of special causes are:
- A gage is subject to temperature changes.
- A new person is collecting measurements.
- A gage ages, is worn, or is damaged.
- Supply voltage for electronic sensors (gages) change.
Gages must be checked periodically to determine if they are still acceptable. The gage records should be retained for analysis and compared to the current gage bias and repeatability.
Stability Study Guidelines
The MSA manual provides guidelines for conducting a stability study as follows:
- Create a master part with a known reference value for a characteristic. This is accomplished by measuring the value on production parts. Then select a part whose value is near the process mean. Use a measurement lab to determine the actual reference value. This master part will be repeatedly measured to eliminate part variation.
- Collect data for about 20 data subgroups of 3 to 5 repeated measurements of the reference part. This amount of data should be sufficient for the study. The subgroups should be separated by time intervals, perhaps a day or week.
- Create control charts of the data to analyze the mean and variation. Xbar and R charts (or S charts) are recommended.
- Analyze the control charts to determine if the measurements are in statistical control using the Western Electric Run Rules.
Run rules provide a way to look for non-random patterns in control charts that are produced by special causes of variation. If the control chart shows special causes are present, then more advanced multivariate studies may be required to identify the special causes. For example, a GR&R study, which is based on DOE concepts, can quantify the variation due to appraiser, part, and repeatability.
Control Charts of the Measurements
For this example, the MSA Reference Manual 4thedition, chapter III, section B, recommendations for a stability study were followed. There were 20 groups of 5 repeated measurements of the same part dimension. Minitab was used to display the measurements on a combined -bar and R-chart.
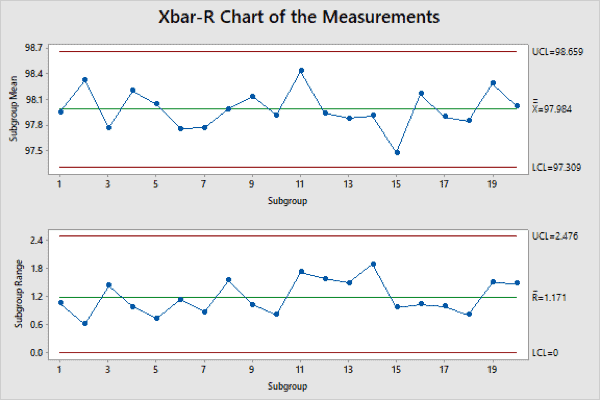
Figure 1
In figure 1, the top chart of sample means is the X-bar chart and the lower chart of sample ranges range is the R Chart. The x-axis shows subgroup numbers. On the X-bar chart, each data point represents the average of the 5 samples of a subgroup. On the R Chart, each data point represents the range of the 5 samples of a subgroup.
In this example, the Minitab software checked all the run rules, and the measurements showed no evidence of special causes. The measurements appear to be stable, subject to only common causes.
The control charts of the measurements in figure 1 followed the example in the MSA manual. By charting the measurements, the analysis focused on the part. However, performing the analysis on the bias focuses on the gage, not the part being measured.
If the master part was damaged or lost, then a new master part would have to be created. It would have a different reference value. The X-bar chart would have two different average values, one for the original master and one for the new master.
It would be easier to analyze the gage bias with a control chart. If the original and new masters had close reference values, the gage bias should be similar. A single X-bar chart could be used.
Control Chart of the Bias
The bias values for each measurement are calculated by subtracting the master part reference value from the measurement data. This topic was discussed in MSA 3 Gage Bias
$$Bias = Measurement Value – Reference Value$$
The bias control charts using the data for figure 1 yielded,
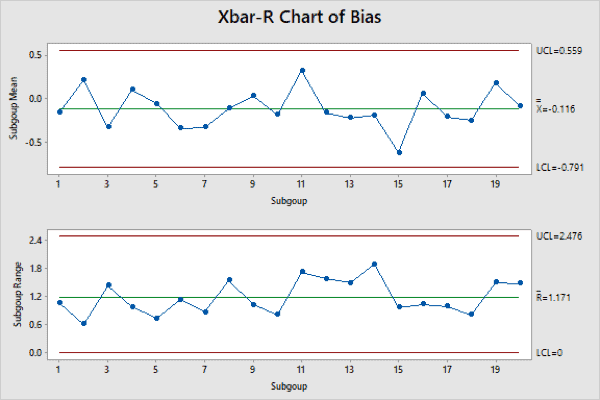
Figure 2
The X-bar chart of figure 2 is almost identical to that in figure 1, except for y-axis scale. Again, the run rules were all considered, and the bias control chart shows no evidence of special causes. The gage is stable.
Conclusion
A stability study focuses on gage bias.
- The study uses repeated measurements of a master part reference value.
- Measurements are collected in subgroups of 3-5 repeated measurements by an operator. The subgroups are collected in a systematic pattern, perhaps one for each shift or at weekly intervals.
- Bias is calculated for each measurement.
- The bias subgroups are plotted on X-bar and R charts.
- If the control charts don’t show any special causes, then the gage is stable.
Note
If you want to engage me on this or other topics, please contact me. We can discuss your problem/concerns and determine how I can help solve your analysis, design, and manufacturing problems.
I have worked in Quality, Reliability, Applied Statistics, and Data Analytics for over 30 years in design engineering and manufacturing. At Wayne State University, I taught at the graduate level. I also provided Minitab seminars to corporate clients, write articles, and have presented and written papers at SAE, ISSAT, and ASQ.
Dennis Craggs, Consultant
Quality, Reliability and Analytics Services
dlcraggs@me.com
(810) 964-1529

Leave a Reply