
What readers will learn in this article:
- The flow of bulk materials through chutes is affected by internal properties of the bulk product.
- Friction exists between the chute walls and a moving product.
- Momentum and velocity must be maintained when running bulk
materials through chutes. - Bulk materials chute design and use considerations.
For the effective flow of a cohesive (sticks to itself) product, a chute must be designed to maintain momentum & velocity.
Flow in an open chute: basics
Flow in an open chute is the result of the interaction between gravitational and frictional forces.
Open chutes block because frictional forces between the product-to-chute surface or product-to-product contact have overcome the momentum produced by gravity (unless a foreign body is stuck in the chute).
This momentum is reduced through friction and adhesion.
Friction effects
Friction effects are reduced by fabricating from materials of low friction coefficient and minimizing the surface area in contact with the flowing material while not causing bridging.
Adhesion is reduced by using steep inclinations, introducing gradual direction changes in the chute and by providing a period of free fall into the chute to allow velocity to develop.
By minimizing friction and adhesion from product contact with the wall, the material is able to retain its velocity and momentum to continue its motion.
An example
An example of applying some of the above ideas was in the redesign of an open inlet chute into a gas-fired rotary drier.
The products fed to the drier were damp and cohesive with a tendency to adhere to the chute walls. Product flow rates varied from 2 tonnes per hour of wet fertilizer granules to 20 tonnes per hour of moist ferrous sulfate.
The original 2.5m long chute was made of 3 mm steel sheet with a 400 mm wide base, 300 mm deep sides and no top. The metal had rusted and had been bashed and hammered in attempts to clear blockages. It was inclined at 70 degrees with a bend half way down where the incline changed to 40 degrees so as to feed the product further into the drier.
Product built up in the chute at the bend and necessitated regular cleaning of the blockages.
The redesign involved a change to the material of construction and removal of the bend midway down to make the chute straight.
It required installing helical fights in the drier to ensure product, which now fell into the drier further back than previously, was fed forward and did not accumulate at the entrance of the drier.
The entire chute was made of 316 stainless steel with the intention that it would stay smoother because it would not rust. Plastic liners could not be used as heat from the drier escaped out the chute. The angle of the chute was retained at 70 degrees and the chute walls past the location of the old bend were increased to 400 mm high in order to prevent the product leaving the chute until the exit.
The other dimensions remained unchanged.
Results
Following the changes, the products did flow better through the chute. However, in the case of the wet materials, they first hit the chute bottom heavily and squashed firmly against it.
Fortunately, these materials heaped up in a fashion which created their own incline and once the incline was established the products rolled off themselves into the chute.
The use of a wide chute allowed the various materials to flow mainly along the chute bottom and not contact the side walls simultaneously. This limited the friction effect by minimizing the area of product-to-surface contact and helped maintain the flow velocity.
Over a period of days and various product changes, the walls and base of the chute became coated in built-up material from the accumulated splatter of product as it flowed through the chute. Though the build-up was thick, it did not stop product flow.
Provided the product developed sufficient momentum it continued to move down the chute. The presence of the splattered product negated the benefit of using stainless sheeting and confirmed the importance of designing chutes with sufficient incline to produce flow.
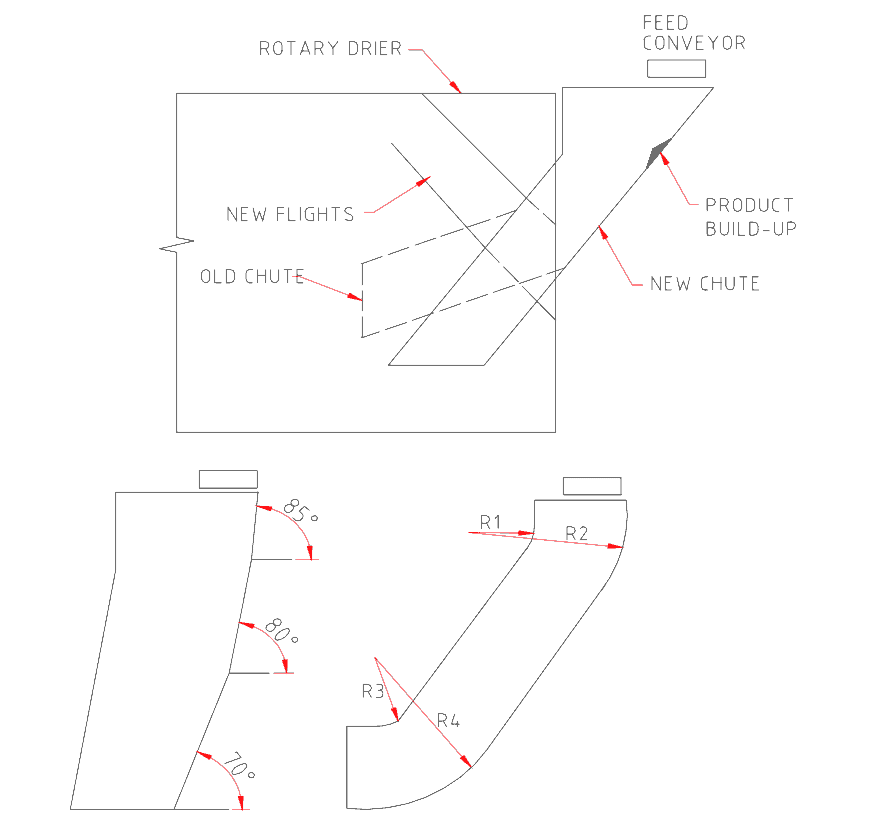
Figure No. 1 Trickle Chute Design Options
Figure No. 1 shows a sketch of the installation along with sketches of other possible solutions to the problem.
Mike Sondalini – Maintenance Engineer
DISCLAIMER: Because the authors, publisher, and resellers do not know the context in which the information presented in the articles is to be used, they accept no responsibility for the consequences of using the information.
If you found this interesting, you may like the ebook Bulk Materials Handling Introduction.

Leave a Reply