Ensuring the Failure Data Collected Can Be Used To Drive Improvements In Any Organization
If you were to go into your CMMS and look at the hierarchy and equipment, would it be well laid out and organized? Would you be able to drill down the to the lowest level of components to know what failures have occurred? Can you see how pumps are performing across a specific area or the entire plant? The chances are that for many organizations, this is not possible. Why is that? The asset hierarchy was not thought out ahead of time, nor was the right data collected and recorded in the CMMS.
Having a well-defined asset hierarchy is critical to the ability of the plant to drill down in costs and identify where the improvements efforts should be focused. It also allows reliability staff to identify common issues across specific equipment types and classes, enabling what may be an improvement targeted for a specific area to be spread out across the site.
So if an asset hierarchy is so important to the setting up the CMMS and the ability of the site to drive improvements, why isn’t it done correctly during all of the CMMS implementations? Well typically it comes down to the vital 3;
- Time
- People
- Money
However, another major gap is the knowledge and forth thought on not only what is required, but how to structure the hierarchy to enable the reliability engineering results. The Oil & Gas industry has a tremendous amount of assets operating virtually everywhere on the planet. They also have some very significant risks if there is a failure. Therefore the Oil & Gas Industry developed a standard for not only establishing a hierarchy but for collecting failure data that can be shared across companies. This standard is ISO 14224 – Collection and exchange of
reliability and maintenance data for equipment.
Many industries have since adopted the ISO 14224 standard as a basis for establishing the asset hierarchy for their particular plant or industry. The only modification needed to adopt the standard is just the asset classes and types. The hierarchy, equipment data, and failure data apply to any industry. With that in mind, let us explore the important aspects of establishing an asset hierarchy.
CMMS Configuration Is Critical
In order create a properly asset hierarchy in the CMMS, it is vital that the CMMS be configured properly. This means that ahead of the CMMS implementation, the following should be established;
- A taxonomy for the naming and classification of all levels of the asset hierarchy, ranging from the Business level, down to the maintainable item.
- A list of standard equipment classes and types needs to be defined and loaded into the CMMS. e.g. Pump, Centrifugal.
- A list of required information for each asset by class and type.
- Standard list of failure data information such as failure mode, failure cause, etc. (A complete list can be found in the previous post on FRACAS.)
- Role specific access to data fields. This will prevent staff from changing the data in the CMMS without proper authorization.
- An equipment numbering system.
Only once have these been established, should the Asset Hierarchy be built.
Establishing Asset Hierarchy
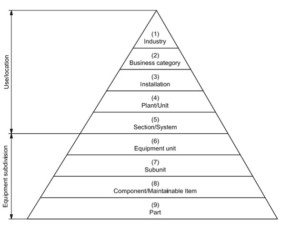
The hierarchy is a systematic classification of business units, processes, systems and equipment into generic groups based on upon various factors such as location, use, etc. The standard hierarchy is broken down into nine levels.
The first five levels represent a high-level categorization that relates to industries and plant application regardless of the equipment involved. The hierarchy is set up this way because equipment can be used in many different industries. Also, it is vital to have the unique operating context of the equipment for the various reliability and maintainability analysis. The first five levels include;
- Level 1 – Industry (Natural Gas)
- Level 2 – Business Category (Upstream)
- Level 3 – Installation Category (Drilling)
- Level 4 – Plant / Unit Category (Platform A2109B)
- Level 5 – Section / System (Compression)
Levels 6 to 9 are related to the equipment with further division diving deeper into the equipment in a parent-child relationship. The remaining levels are;
- Level 6 – Equipment Class (Pump)
- Level 7 – Subunit (Lubrication)
- Level 8 – Maintainable Item (Gearbox)
- Level 9 – Part (Bearing)
It is important to note that in some instances there is no need to dive deeper than level 6, and in other instances, it is vital to dive down to the individual part level. This distinction should be based on the needs of the organization, the level of reliability required and the ability of the organization to analyze and act on the data. Also, the higher levels of the hierarchy (levels 1-5) can be adjusted based on the industry the organization operates in. However, those higher levels must standardize across the entire organization to reap the most benefits.
Once all of the this has been mapped out, the hierarchy can be established in the CMMS, with all everything named and numbered according to the taxonomy. With the hierarchy established in the CMMS, the equipment (and lower levels) can be setup.
Equipment Information
With the asset hierarchy completed, the equipment can now be created in the CMMS. However, it is not as easy as just putting the equipment in the CMMS. As with spare parts, there should be a defined taxonomy to govern how equipment is classified, named and where the data goes into the CMMS. Without diving into a complete taxonomy, the following should be identified and addressed both in the CMMS and during the data collection activities;
- A naming convention for the equipment. This may be the part class and type, followed by some additional information
- Equipment boundaries. This identifies where a specific equipment class ends and the next equipment begins. (e.g. the pump, power transmission components are included, but the driver (motor) is not included in the pump equipment class)
- Equipment numbering system
- A complete list of equipment attributes defined by the equipment class and type (e.g. GPM, Voltage, HP, etc.)
- A list of required operating attributes (e.g. Criticality, P&ID Number, etc.)
- A list of required manufacturer data (e.g. serial number, model number, date of manufacturing, etc.)
- Purchase cost
- Date installed
- Technical documents and drawings
- Any other information as defined by the organization
Also, the various sub-assemblies and Bill of Materials need to researched, developed and cleansed to the appropriate taxonomy (Equipment or Spares). Once all of this data has been collected, it needs to be validated and uploaded into the CMMS. Congratulations, the CMMS now has a proper asset hierarchy.
Does your asset hierarchy measure up to the ISO 14224 standard? If not, what is your current hierarchy preventing you from achieving? How easy is it to find the right equipment or information in your CMMS? If you don’t know where to start, contact Eruditio, LLC (info@eruditio.com) to find out more about how our CMMS evaluations can help your organization reduce cost and improve uptime.
Remember, to find success; you must first solve the problem, then achieve the implementation of the solution, and finally sustain winning results.
I’m James Kovacevic
Eruditio, LLC
Where Education Meets Application
Follow @EruditioLLC
References;

Leave a Reply