
Understanding failure fingerprints in predictive maintenance to prevent bearing failures. Equipment Failure Forensics shows that bearing failure may be prevented if we identify early warning signs during early stages of failure progression.
Bearings are critical components in many machines, and their failure can lead to costly downtime and repairs. Predictive maintenance aims to detect early signs of failure, allowing timely intervention before a breakdown occurs. One powerful concept in this field is failure fingerprints, distinctive patterns or signals that reveal the stage of a bearing’s degradation. Recognizing these fingerprints at different stages helps maintenance teams act precisely and avoid unexpected failures.
This post explores failure fingerprints across six stages of failure progression, from stage 0 (healthy) to stage 5 (severe failure). We will explain what each stage looks like, provide examples of failure fingerprints, and show how understanding these patterns can prevent bearing failures effectively.
 FRAME-D Failure Forensic Card for Bearing Overload
FRAME-D Failure Forensic Card for Bearing Overload
What Are Failure Fingerprints?
Failure fingerprints are unique indicators, such as vibration patterns, temperature changes, acoustic signals, or lubricant contamination, that reveal the condition of a bearing. These fingerprints evolve as the bearing deteriorates, providing clues about the severity and type of damage.
By monitoring these fingerprints continuously, predictive maintenance systems can identify problems early, schedule repairs, and avoid catastrophic failures.
Stage 0: Healthy Bearing Baseline Fingerprint
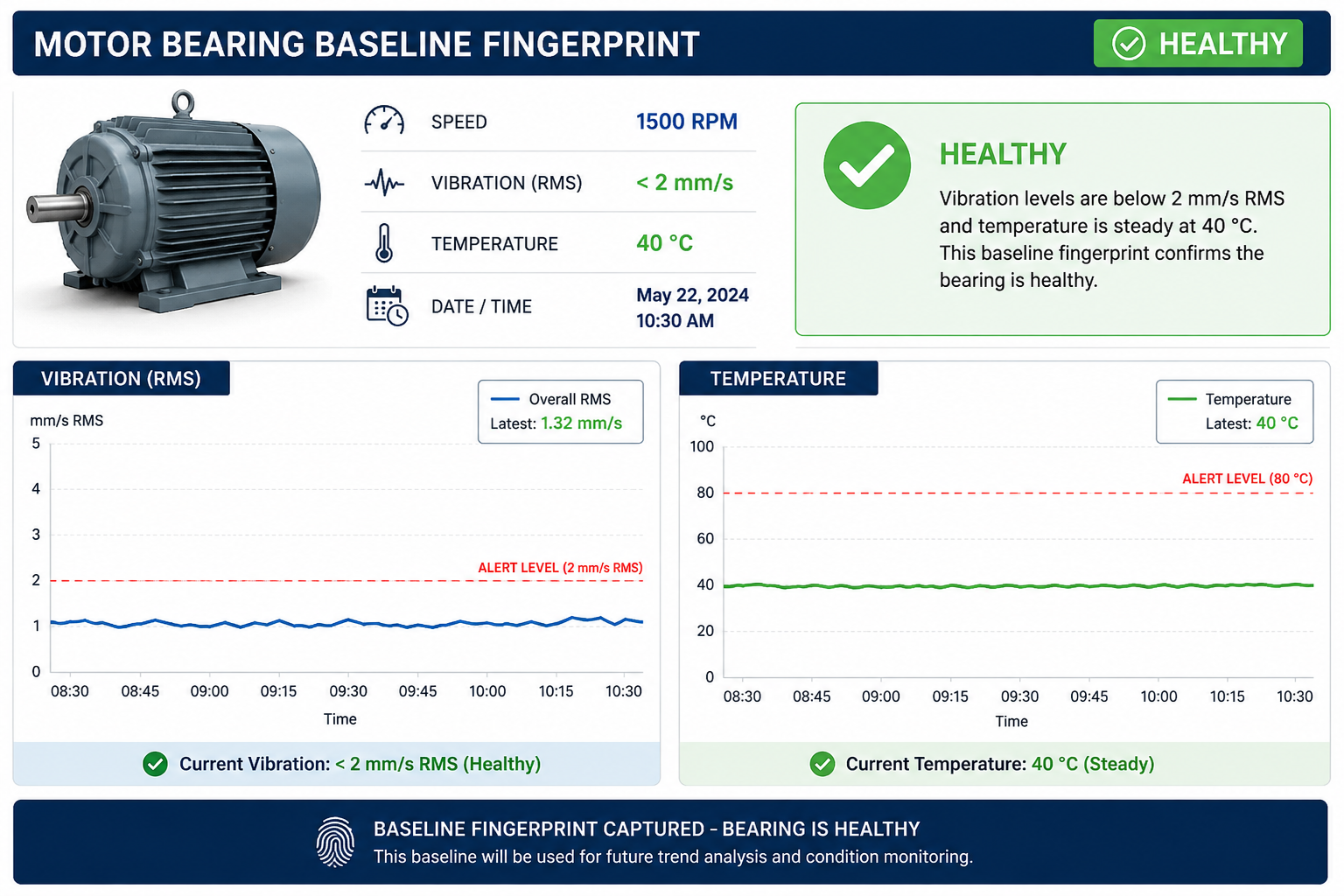
At stage 0, the bearing operates normally without any defects. The failure fingerprint here serves as a baseline for comparison. Engineers should capture the baseline signature of the bearing at installation.
- Vibration: Low amplitude, smooth frequency spectrum without spikes.
- Temperature: Stable and within manufacturer’s recommended range.
- Lubrication: Clean, with no metal particles or contaminants.
- Noise: Quiet, consistent operational sound.
Example: A motor bearing running at 1500 RPM shows vibration levels below 2 mm/s RMS and temperature steady at 40°C. This baseline fingerprint confirms the bearing is healthy.
Stage 1: Early Defect Formation Subtle Fingerprints
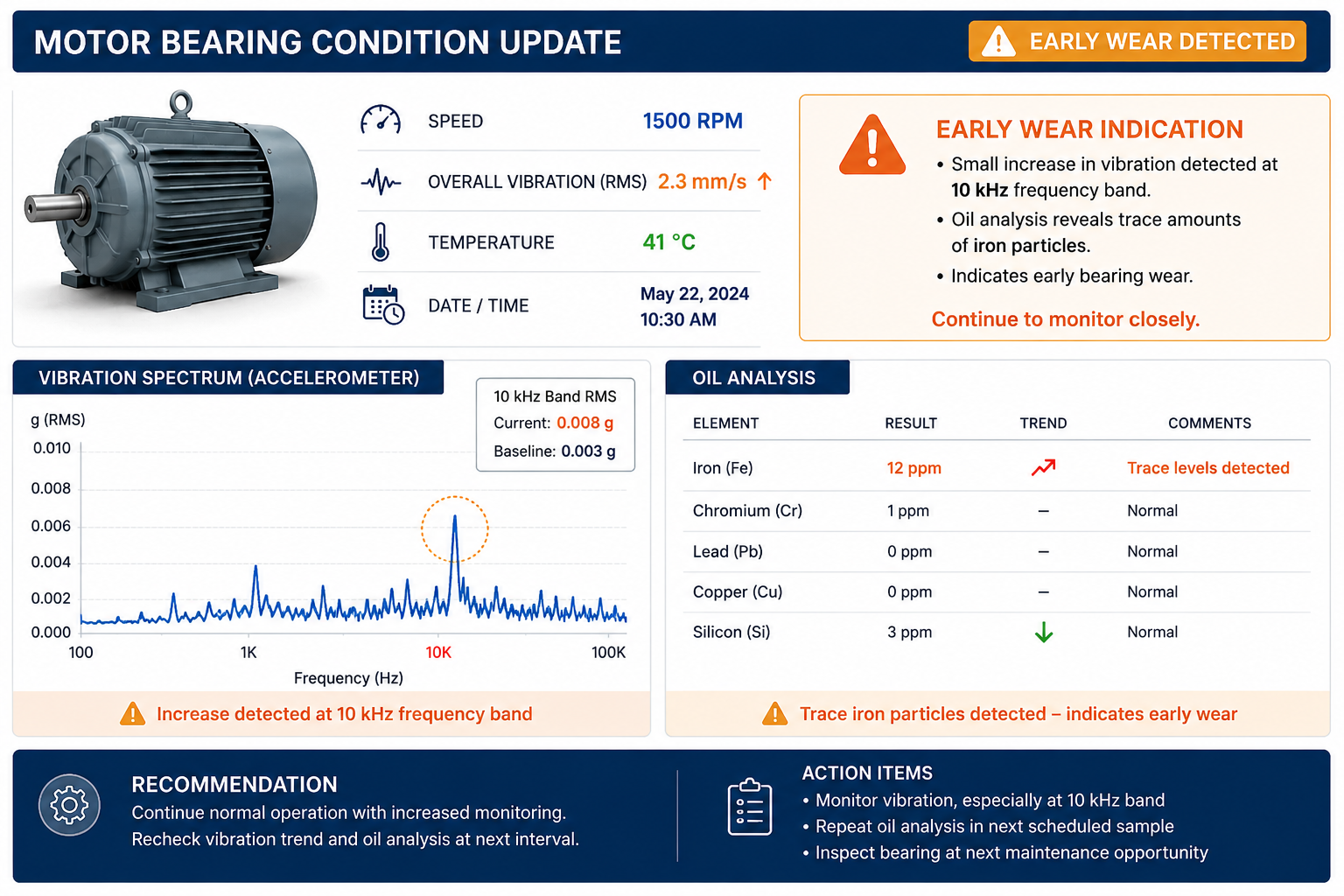
At this stage, microscopic defects such as surface roughness or small cracks begin to form but do not yet affect performance significantly.
- Vibration: Slight increase in high-frequency components, often hard to detect without sensitive equipment.
- Temperature: Minor fluctuations, sometimes a slight rise.
- Lubrication: Early signs of metal particles may appear in oil analysis.
- Noise: Slight changes in acoustic emission, often inaudible to the human ear.
Example: A bearing shows a small increase in vibration at 10 kHz frequency band, detected by an accelerometer. Oil analysis reveals trace amounts of iron particles, indicating early wear.
Stage 2: Localized Damage – Clear Fingerprints
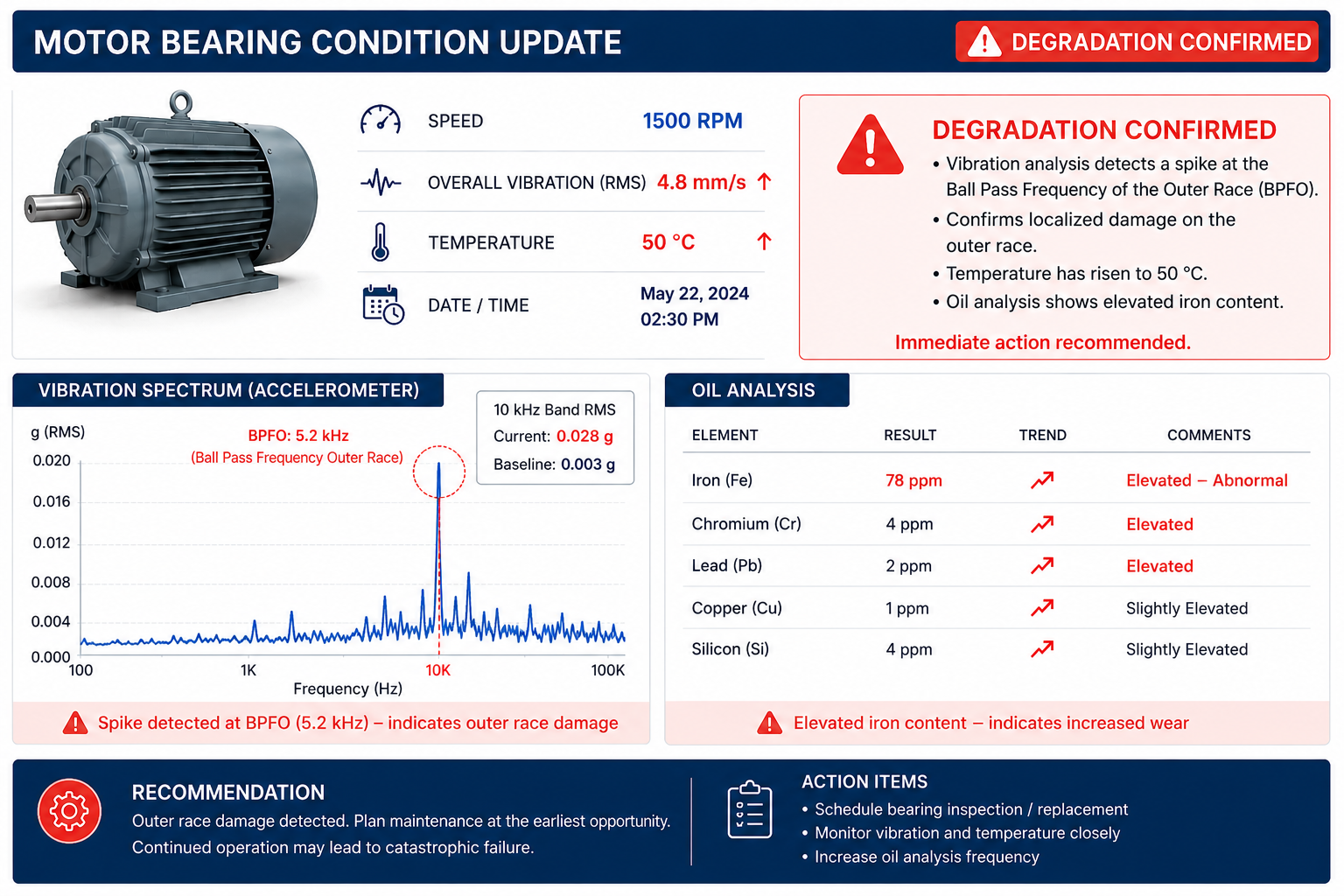
Damage such as pitting or spalling starts to develop on the bearing raceways or rolling elements.
- Vibration: Noticeable spikes at characteristic defect frequencies related to inner race, outer race, or ball pass frequencies.
- Temperature: Moderate increase, often 5-10°C above normal.
- Lubrication: Increased metal debris concentration.
- Noise: Audible clicking or grinding sounds may begin.
Example: Vibration analysis detects a spike at the ball pass frequency of the outer race, confirming localized damage. Temperature rises to 50°C, and oil analysis shows elevated iron content.
Stage 3: Damage Propagation – Strong Fingerprints
Damage grows larger and starts affecting the bearing’s dynamic behavior.
- Vibration: High amplitude peaks at defect frequencies, sidebands appear due to modulation effects.
- Temperature: Consistent increase, often exceeding 60°C.
- Lubrication: Significant contamination, possible lubricant breakdown.
- Noise: Loud and irregular sounds, noticeable during operation.
Example: A bearing’s vibration spectrum shows strong sidebands around the inner race frequency, indicating crack propagation. Temperature is stable at 65°C, and lubricant shows signs of oxidation.

Stage 4: Severe Damage – Critical Fingerprints
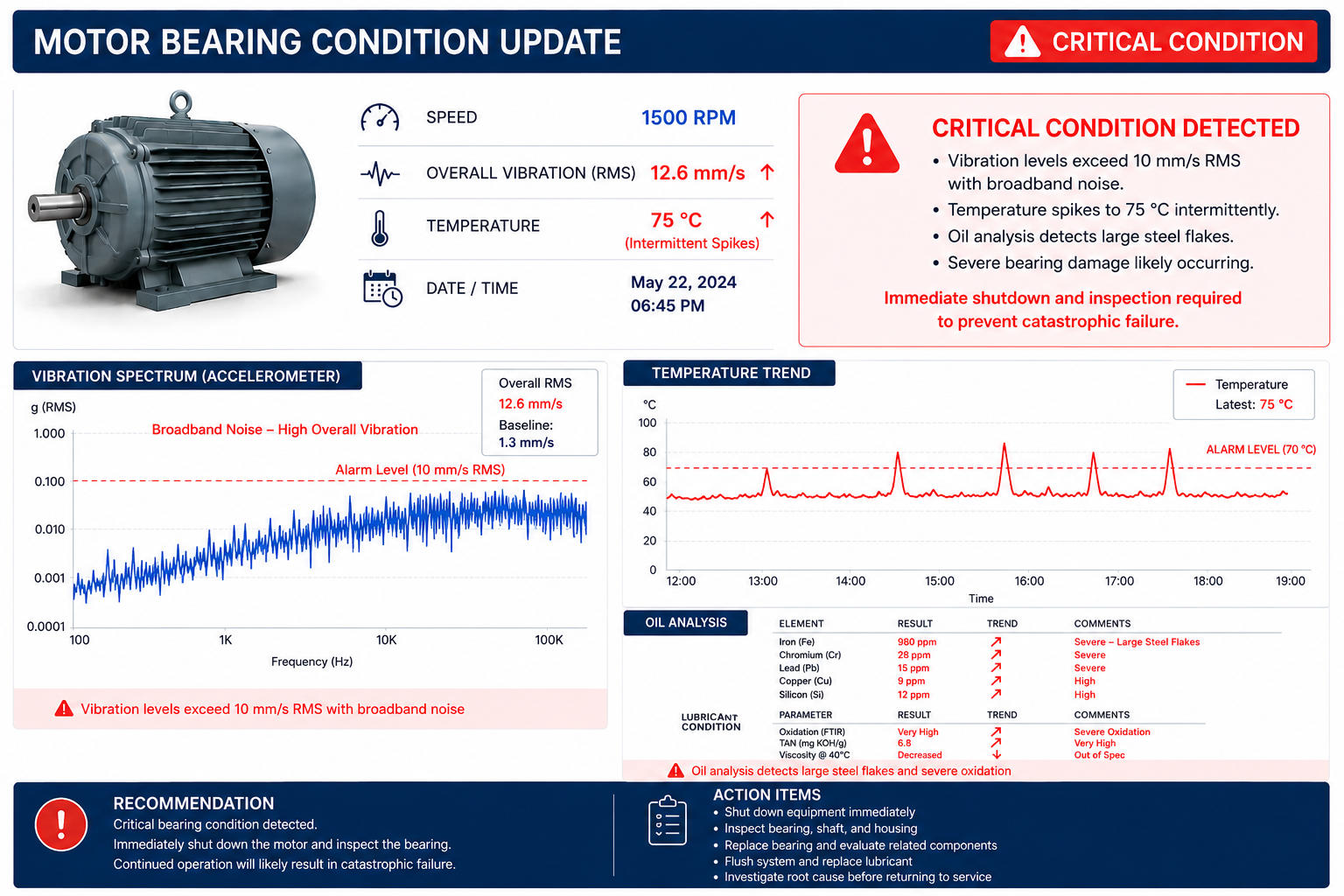
The bearing is close to failure, with large defects causing unstable operation.
- Vibration: Very high amplitude, broadband noise dominates the spectrum.
- Temperature: High and fluctuating, possibly above 70°C.
- Lubrication: Heavy contamination, presence of large metal particles.
- Noise: Harsh grinding or knocking sounds.
Example: Vibration levels exceed 10 mm/s RMS with broadband noise. Temperature spikes to 75°C intermittently. Oil analysis detects large steel flakes.
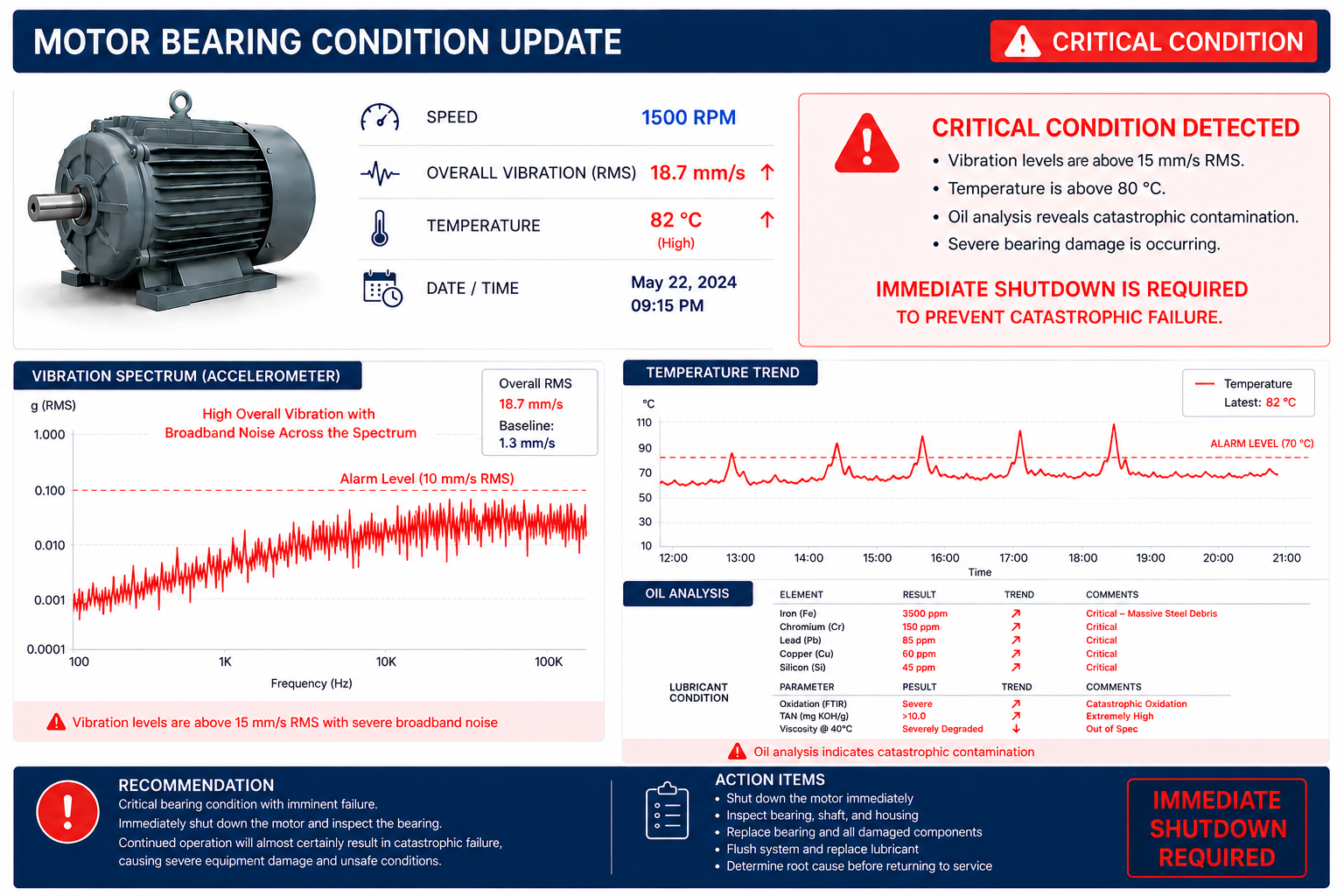
Stage 5: Imminent Failure – Final Fingerprints
The bearing is on the verge of complete failure.
- Vibration: Extreme levels, erratic and unpredictable.
- Temperature: Very high, often triggering alarms.
- Lubrication: Severely contaminated, lubricant may be unusable.
- Noise: Loud, continuous knocking or screeching.
Example: A bearing shows vibration levels above 15 mm/s RMS, temperature above 80°C, and oil analysis reveals catastrophic contamination. Immediate shutdown is required.
Bearing Failure Progression Stage 5
How Knowing Failure Fingerprints Prevents Bearing Failure
Understanding failure fingerprints allows maintenance teams to:
- Detect problems early: Identify subtle changes before damage worsens.
- Plan maintenance effectively: Schedule repairs or replacements at the right time.
- Reduce downtime: Avoid unexpected breakdowns that halt production.
- Save costs: Prevent secondary damage to other machine parts.
- Improve safety: Reduce risk of accidents caused by sudden failures.
For example, a manufacturing plant using vibration sensors and oil analysis detected stage 2 fingerprints in a critical motor bearing. Maintenance was scheduled during planned downtime, avoiding an unplanned shutdown that could have cost thousands of dollars.

Practical Tips for Monitoring Failure Fingerprints
- Use high-frequency vibration sensors to catch early-stage defects.
- Perform regular oil analysis to detect contamination and wear particles.
- Monitor temperature trends alongside vibration for a complete picture.
- Analyze acoustic emissions to identify subtle noise changes.
- Combine multiple data sources for accurate diagnosis.
Coming Next Week
What if operators could recognize bearing failure before it became a costly breakdown?
Next week’s article explores how training operators in Operator Diagnostic Reliability (ODR) helps them identify bearing failure fingerprints during Stages 3 and 4 of degradation. By recognizing abnormal vibration, temperature changes, lubrication issues, and other early warning signs, operators can report developing problems before they become catastrophic failures.
Early detection leads to better maintenance decisions, reduced downtime, longer bearing life, and lower operating costs.
When operators know what normal looks like, they can escalate the issue before breakdown occurs.
Stay tuned!
Master Reliability offers a free Failure Forensics application that guides you through the early warning signs of equipment failure, helping you detect problems sooner, prevent unexpected breakdowns, and protect your assets before failures occur: FRAME-D Failure Forensics | Master Reliability
The CI Toolbox for Improved Sleuthing – Accendo Reliability

Leave a Reply