Can you find this common error in detection ranking in the intermediate problem in this article? In the advanced problem, the topic of an in-service detection scale will challenge the most experienced readers.
on Tools & Techniques
A listing in reverse chronological order of articles by:
- Dennis Craggs — Big Data Analytics series
- Perry Parendo — Experimental Design for NPD series
- Dev Raheja — Innovative Thinking in Reliability and Durability series
- Oleg Ivanov — Inside and Beyond HALT series
- Carl Carlson — Inside FMEA series
- Steven Wachs — Integral Concepts series
- Shane Turcott — Learning from Failures series
- Larry George — Progress in Field Reliability? series
- Gabor Szabo — R for Engineering series
- Matthew Reid — Reliability Engineering Using Python series
- Kevin Stewart — Reliability Reflections series
- Anne Meixner — Testing 1 2 3 series
- Ray Harkins — The Manufacturing Academy series
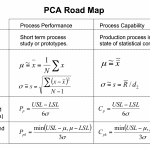
Process Capability VII – Confidence Limits

Introduction
In prior articles on process capability, sample statistics and SPC statistics were assumed to be population parameters and ignored sampling variability. This article reviews the analytic methods that can be used to develop confidence bounds on the process capability indices.
$-P_p-$ Index
The Pp index calculation requires an estimate of the parameter σ. The index is calculated as:
Decision Making with Data

This video provides the live audio for our Decision Making with Data presentation. The audio had issues at the beginning but gets better. [Read more…]
Process Capability VI – Non-Normal Variables

The Situation
You have a process that is not capable because sample measurements or SPC data indicate that some characteristics have too much variability. The calculated Cpk’s are too small. What do you do?
Assuming the data is correct, a course of action is to review the assumption is that the measurements are normally distributed. For most situations, this is a reasonable assumption, but other statistical distributions may provide a better description of the data variation.
Understanding FMEA Detection: Part 1
Can You Find a Needle in a Haystack?
Failure modes and their causes can be detected in service, like tire pressure monitors on your vehicle. Is that what is assessed in the Detection column of the FMEA? This article discusses detection risk, including examples, and answers this question.
Process Capability V – Variation Reduction
Introduction
In the prior article, Process Capability IV, vehicle wheel toe alignment showed excessive variation. Because the vehicle assembly process is very long and involves many steps, the toe alignment problem required brainstorm which serial production steps, factors, and levels could be responsible for the variation. The most likely process steps were examined and the problem area identified as a wheel alignment machine that needed maintenance and calibration.
How to Find What You Weren’t Looking For!

Another name for this could be – Creativity in Design of Experiments. But our title seems to fit better. With DOE being a “structured” approach, how can it possibly provide creativity? In our New Product Development work, we have used DOE to experience creative breakthroughs. [Read more…]
Process Capability – Article Links
Process Capability Articles
This post provides a list of my process capability articles, a short description and a link. The goal is to make it easy for the reader to locate any of the articles. It is recommended to read these articles in the order presented. This post will be updated when additional posts are written on the Process Capability topic.
Telematic Analytics – Article Links

Telematics Analytics
This post provides a list of my telematics analytics articles, a short description and a link. The goal is to make it easy for the reader to locate any of the articles. It is recommended to read these articles in the order presented. This post will be updated when additional posts are written on this topic.
Taguchi is Obsolete

With today’s software and problem solving methodologies, there is no reason to be teaching or using Taguchi methods. They have a range of limitations and assumptions, and better options exist and are easy to use. Watch this video to learn more! Avoid falling for the sales pitch for yesterdays tools. No reason to limit your options and your learning. [Read more…]
FMEA Q and A – Special Characteristics in Process FMEA
FMEA Q and A
Ponder this question: Let’s say you are an OEM and assemble parts made by various suppliers. When performing your Process FMEA, do you consider special characteristics for components in your Process FMEA? This question is discussed and answered in this edition of FMEA Q and A.
“The key to wisdom is this – constant and frequent questioning, for by doubting we are led to question, by questioning we arrive at the truth.”
Peter Abelard
[Read more…]
Process Capability Analysis IV – Improve the Process

In the article Process Capability I – Overview and Indices, the main process performance indices were defined. In the article Process Capability Analysis II – Estimating Percent Defective, ways to calculate the percent defective were introduced.
Next, a way to estimate estimate the percent defective was discussed in Process Capability III – Cp vs Percent Defective. The data showed the process had a Cp ~0.46, so even if centered, a high percentage of parts would be non-conforming! In industry, it is common to see a Cp of about 1. The paradigm is that if the process range is just contained within the tolerance range, it is satisfactory. Such processes are marginally capable. A process mean shift away from the target or an increase in variation significantly increases the number of non-conforming parts. Process Capability needs to be increased. At a minimum, Cp should be greater than 1.33, but larger is better.
There are two approaches to improving process capability. One is to center the process and the other is to reduce variation. Both need to be accomplished.
TRIZ – Theory of Inventive Problem Solving

What is TRIZ and could it help you? We take a brief look and provide the basics of what it covers. Innovation is going to be key in the next several years as companies grow and emerge. [Read more…]
Innovation

Innovation is vital for company and economic growth. What is it? How can you achieve it? We begin to explore this with you.
Agile New Product Development

Agile has gained popularity as a software development tool, however it has also been implemented in hardware situations. What is unique about it? What are the core principles? Can I use those ideas with my existing methods? This video answers those and many more questions. [Read more…]
