
This article covers some of the problems that can occur with bucket elevators and provides possible remedies.
Bucket elevators lift bulk materials from one level to another.
They are used on powders, granules, grain, chip shaped products and lumpy materials.
They function well when designed properly for the duty, and used as designed.
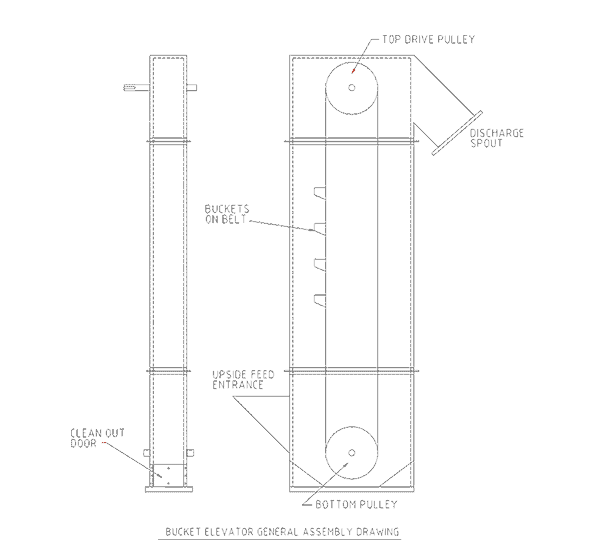
Figure No 1 A belt bucket elevator.
The buckets are bolted to a belt, driven by a pulley.
The frame and housing enclose the belt, buckets, and product. The buckets scoop up the material fed into the base or boot of the elevator. At the top, it is flung through the outlet chute.
Adjustable screws move one of the pulleys to provide belt tensioning and tracking.
Inspection doors at the top and bottom allow viewing of the belt when making tracking adjustments
Drive pulley
The drive pulley can be either the top or bottom pulley.
With a top pulley drive, the motor and gearbox are clear of product spills and dust fall-out.
The belt tension only needs to be sufficient to provide enough friction between belt and pulley to lift the material.
Access platforms to the drive at the top of the elevator is needed for belt tracking and maintenance.
With bottom pulley drive maintenance access is easy but belt tension is doubled to provide the same drive friction. This increases loading on all the moving components.
If the bottom drive pulley becomes coated in product or the belt stretches, the belt slips.
Top pulley drives have less operating problems.
The importance of cleaning
Where the bucket elevator is used for multiple products, quick cleaning access for operators is required.
Flanged and bolted access doors seal well but removal is slow and threads become crusted with dust.
Other options on non-hazardous materials are to use doors like those in Figure No 2.
The bottom pulley ought to be a self-cleaning design and not allow the product to build up between belt and pulley. One method is to use round bar to create a grizzly bear design.
Gluing rubber to the drive pulley will increase the drive friction.
Cut the rubber splice at an angle of 45 degrees to the pulley axis so the splice gradually feeds into the friction area of the pulley.
Belt speed
The belt speed must be sufficient to throw the material clear of the bucket and into the outlet chute.
Too slow and the material slides from the upturned bucket as it comes over the top pulley and falls back to the bottom of the elevator.
Too fast and the material is flung out too soon and hits the top of the elevator before falling back to the bottom.
Formulas are available to determine the right belt speed and throw for the material.
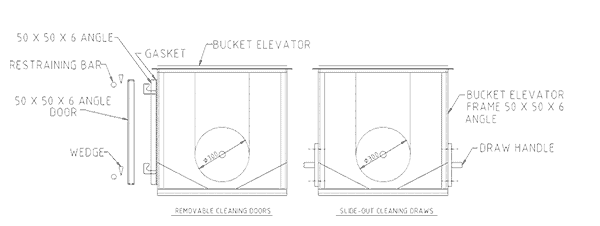
Figure No 2 Clean-out doors.
Shaft sealing
The pulley shaft bearings are best mounted on standoff brackets to the outside of the elevator housing in case the shaft seals leak.
Shaft sealing should be well designed to stop any leaks.
The UP-TIME article on Protecting Bearings in Dusty Conditions can be consulted for some useful shaft sealing ideas.
The feed chute
Feeding the product into the elevator boot is done by allowing the material to fall through a chute under gravity or by forced methods such as a powered feed screw.
Both the feed chute angle and its cross section must be large enough to prevent product hang-up or build-back.
A clear passage without obstructions is critical.
Similarly, the discharge chute angle, size, and design must allow the product to flow freely.
Pressurization
Pressurization commonly occurs inside the elevator housing as the buckets drag air on the downward run from top to bottom.
When the feed rate into the elevator boot is less than the removal rate of the buckets, the flow of air is carried through the filling section and upward with the filled buckets.
Dust is raised inside the elevator and the internal air pressure forces the dust out through openings and seals.
The problem is worst with powdery or dusty products.
Dealing with dust
If it is important to reduce the amount of dust, the boot should be kept choked without bogging the elevator.
Increasing the feed rate into the boot slightly above the bucket removal rate will cause plugging.
With such a feeding arrangement it would be necessary to also install build-back detection to periodically stop the feed until the boot was cleared.
An alternative, successfully used on powdered products, is to feed the product in from the downward side of the elevator.
With this method the product filling the boot moves through with the bucket and both product and bucket act to plug off the bottom of the boot to the flow of air.
Detection of bogging
Quick detection and stoppage of the feed to a bogged bucket elevator is critical.
When this is overlooked the belt stops but the drive continues to run.
If undetected, the rubber on the drive pulley peels off, and the belt is eventually worn through.
To detect bogging, a proximity detector is fitted to confirm the presence of rotation of the non-drive shaft.
A stationary shaft would raise an alarm and stop the elevator and feed system.
Mike Sondalini – Maintenance Engineer
If you found this interesting, you may like the ebook Bulk Materials Handling Introduction.

I’ve always wondered how grain is moved around those big grain silos. I didn’t know that they had massive belt elevators! That seems like a pretty effective way to get grain up.
This blog post on experiences with belt bucket elevators resonates with me as I remember my first encounter with one. As a maintenance engineer, I encountered a bottom pulley drive elevator coated in product, causing the belt to slip and disrupt the entire operation. Cleaning became a crucial aspect, and the slow removal of crusted threads on access doors made me appreciate the need for quick cleaning options. Despite the challenges, I found the concept of using a grizzly bear design with round bars intriguing and effective in preventing product buildup.
Reading this article took me back to the time I worked on a project involving the optimization of belt bucket elevators in a grain processing facility. I recall facing challenges with dust management and the need to regularly adjust the belt tension. It’s refreshing to see such a comprehensive guide that sheds light on these critical areas; Mike Sondalini’s insights are invaluable for professionals in the field.
I found this blog post on experiences with Belt Bucket Elevators to be quite informative. The author’s insights into the various aspects of belt bucket elevators, such as belt tensioning, cleaning, and shaft sealing, are valuable. It’s clear that the author’s extensive experience in engineering and maintenance brings a practical perspective to the topic, making it a valuable resource for anyone dealing with these systems.
I found this article on experiences with belt bucket elevators quite informative. It’s clear that proper design and maintenance are essential for their efficient operation. The mention of various factors such as belt tension, cleaning, and belt speed gives valuable insights into ensuring these elevators work effectively. The author’s extensive experience in maintenance and engineering adds credibility to the information provided.
Loved the tone and clarity.
Mike passes along his thanks for the comment – cheers, Fred
This is a super practical, no-fluff guide to belt bucket elevators! It breaks down key pain points—from drive pulley selection (top drives are way less hassle!) and belt speed tuning to dust control and bogging detection—with clear, actionable fixes. Perfect for maintenance teams and operators working with bulk materials, the tips on self-cleaning pulleys, feed chute design, and dust pressurization solutions are spot-on for minimizing downtime. A must-read for anyone managing these workhorse machines!
Belt elevators are a pain if you don’t keep ’em clean. Honestly, the clogged belt issue can turn a good system into a headache, and forget about those fancy design features if no one actually uses ’em right.
This is such a comprehensive and practical deep dive into belt bucket elevators! The breakdown of top vs bottom drive pulleys is spot-on—top drive really is the unsung hero for reducing operational issues and dust exposure. The tips on belt speed calibration, self-cleaning pulley design and bogging detection are game-changers for on-site maintenance, and the dust/pressurization solutions address the biggest pain points we face with bulk powder handling. A must-read for any plant maintenance team!
Quick detection and stoppage of the feed to a bogged bucket elevator is critical.