
Why Preventative Maintenance Alone Will Not Drive a Step Change in Your Plant Performance and What You Can You Do About It
Many organizations try to improve performance by just creating PM routines and letting the technicians loose to perform the work. This often has negative effects on plant performance. This has been proven through studies conducted by Ledet at numerous DuPont sites. This study looked at the impact of Planning, Scheduling and Preventative Maintenance on Plant Performance.
Ledet had found that by just implementing a PM / PdM program, organizations lost 2.40% of uptime (on a baseline of 83.50%). Not quite the results to expect when implementing a strategy to improve plant performance. When the PM / PdM program is implemented with Planning & Scheduling, the plant saw an increase of 5.10%. Now that is an improvement.
But what about the remaining 11.40% of uptime? How does one address the remaining downtime?
Systematically Eliminate Sources of Failure
In order to drive significant improvements in plant performance the organization has to take a systematic approach to eliminating the losses the organization experiences. This activity is known as Defect Elimination.
Defect Elimination requires a change in thinking, which is based on Reliability Centered Maintenance (RCM), in that the focus must be on identifying the consequences of failures and eliminating the consequences of the failure. Organizations that try to eliminate the failure itself will most likely fail as the resources, knowledge and leadership is unlikely to exist for such an extreme undertaking.
Leadership in Defect Elimination
Leadership and leadership support is paramount in defect elimination; it is not something the maintenance department can do on its own. It requires support from the highest levels of the organization as resources and potentially line time will be required.
To gain leadership support, you first must identify the largest losses and develop a plan of action to address the losses. Calculating the Total Downtime Costs is a great way to identify the potential return on investment of any project. To calculate the total downtime costs, you first need to understand the cost of the repair. This includes the materials and labour involved in the repair. Next you need to understand the lost production costs. This may vary from company to company, but should include any lost production, overheads associated with the downtime, and any wages that are paid to staff during the downtime event. The total downtime costs (TDC = Total Repair Costs + Lost Production Costs) will likely surprise you and easily justify many of the activities that can be implemented to eliminate the defect.
Senior leadership should establish thresholds (severity of downtime events, cost of quality losses, etc.) in which defect elimination activities are required to take place. In addition, leadership should be proactively addressing issues and not waiting for large downtime events to initiate the activity.
A Systematic Approach to Defect Elimination
With leadership support, a defect elimination program can be implemented. Ideally the program would follow a systematic approach to ensure the defects are prioritized and dealt with according to the organization’s objectives.
- Rank equipment downtime based on total costs of downtime. Collect the downtime data and determine the total costs of downtime for each piece of equipment.
- Prioritize losses & establish goals. Establish criteria in which all losses are evaluated against. This may include the total downtime costs, criticality of the equipment, and the organizational objectives. With the criteria in place define the priority of the downtime losses, and establish goals for each piece of equipment.
- Utilize specific tools / methodologies to identify the cause of the failures, and identify how to mitigate the consequence. Some of the tools (in no particular order) include;
- Reliability Centered Maintenance (RCM: A structure process to determine the equipment maintenance strategies required to ensure the equipment meets its intended function in its present operating context.
- Failure Mode Effect Analysis (FMEA): A procedure in which each potential failure mode in every sub-item of an item is analyzed to determine its effect on other sub-items and on the required function of the item.
- Root Cause Analysis (RCA) which may include Fault Tree Analysis or 5-Why’s.
- Weibull Analysis: A failure distribution that is used in reliability analysis to model life distribution. It provides information to indicate a decreasing, constant or increasing hazard rate.
- Equipment changes: includes redesign, introduction of redundancy, etc.
- Process Changes: includes changes to the process parameters or process configuration.
- Raw Material Changes: includes changes of quality specifications or changes to the raw materials
- Maintenance Strategy changes: includes revision of PM / PdM routines, implementing RTF, or spare parts stocking changes.
- Training: providing training to operators, maintenance staff, to overcome gaps in capability.
- Measure Improvements. With the changes implemented, measure the progress to the goals established in step 2. If the progress has met or exceeded the goals, congratulations. If the progress hasn’t yet met the goals, analyze why the progress has progressed as expected (you can use the same RCA tools for this).
- Adjust Implementation to achieve goal. Regardless if you have achieved your goal or are still working to it, adjust your plan to return maximum value to the organization.
Once a defect has been eliminated, move to the next defect in the list. One thing to consider is the ease of implementation when selecting which defect to eliminate. Sometimes it may be more beneficial to address the low hanging fruit that does not require significant resources to accomplish the work.
Reap the Rewards of Defect Elimination
When the PM / Pd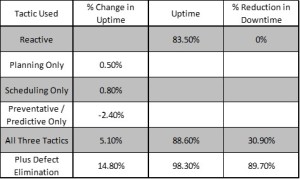
With the addition 14.80% of uptime, your organization can drive significant improvements in profitability.
Do you have an active Defect Elimination program in your organization? Do you only address defects reactively or do so in a proactive method?
Remember, to find success, you must first solve the problem, then achieve the implementation of the solution, and finally sustain winning results.
I’m James Kovacevic
Eruditio, LLC
Where Education Meets Application
References:
The Analysis Advantage by Mr Steve Turner BEng MBA – Director and Principal Consultant – OMCS International
Reliability Centered Maintenance II
Root Cause Analysis Made Simple
Image Credit:
Kaputt by liebeslakritze

Leave a Reply