
Innovative situations require strategic testing to reduce risk. The points reviewed summarize our approach when we have performed this activity. It ends up being the heart of the development plan. [Read more…]
Your Reliability Engineering Professional Development Site
Find all articles across all article series listed in reverse chronological order.
Innovative situations require strategic testing to reduce risk. The points reviewed summarize our approach when we have performed this activity. It ends up being the heart of the development plan. [Read more…]

Ask almost any maintenance professional in your operation what they think about ethics. Chances are the answers will not have anything to do with their job and their role in maintaining equipment.
Ethics play an important role in many professions, such as doctors, engineers, lawyers, etc. Ethics are not typically thought of in maintenance, but in reality, ethics does have a place in maintenance.
To understand where ethics fit into maintenance, you first have to understand ethics. [Read more…]

The 2012 Moving Ahead for Progress in the 21st Century Transportation Act (MAP 21) requires state departments of transportation to develop a Transportation Asset Management Plan (TAMP). The TAMP is to include a Risk Based Asset Management Plan (RBAMP). The two plans must be certified by the Federal Highway Administration (FHWA) by June 30, 2019. Certification failure will result in National Highway Performance Program funds being reduced by thirty-five percent. As a carrot, federal funds can be used to cover the cost of developing these plans. This article discusses the FHWA’s approach to risk management. It also shows that the FHWA approach will filter down to local governments. [Read more…]
Flow meters – don’t believe what they tell you. A flow meter is an instrument that measures the amount of fluid (liquid or gas) that passes through it. The meter in the pipe is the detecting device and increases the count when a specific quantity of fluid passes by. There are several types of flow meters in common use. They include magnetic flow meters, vortex flow meters, mass flow meters, turbine flow meters, rotor blade meters, paddle flow meters, and ultrasonic flow meters. Usual the quoted accuracy on the flow meter specification sheet is for water at 20oC. However when the meter is installed in a process application it is unlikely that the meter will meet the quoted accuracy without site-specific calibration. Keywords: calibration, certified test equipment, flow meter accuracy.
The manufacturer performs laboratory trials of its equipment to insure the flow meter meets their claims for accuracy. Since the manufacturer does not know where their meter will be used they standardise the tests by using water at known conditions. Unless the meter is used in a situation identical to the laboratory conditions the given accuracy is unlikely to be achieved. [Read more…]
In 1995, the United States Department of Energy (DoE) funded research into Princeton University’s Plasma Physics Laboratory (PPPL). PPPL was developing plasma fusion techniques, and the research in question focused on quality assurance within the laboratory. It was investigating the utility of a new type of quality assurance: on that was performance-based. [Read more…]

In this weeks article, we’ll explore how the three disciplines (product development, process improvement and project management) can enable change management.
First, it’s worth reflecting on how these disciplines fit together. Starting with product development our goal is to understand customer value, and to optimize the product (or service) by maximizing customer value and minimizing cost. It can be seen that, process improvement naturally complements this objective as way to further reduce costs. In addition, project management establishes how product development and process improvement is planned, executed, controlled and monitored.
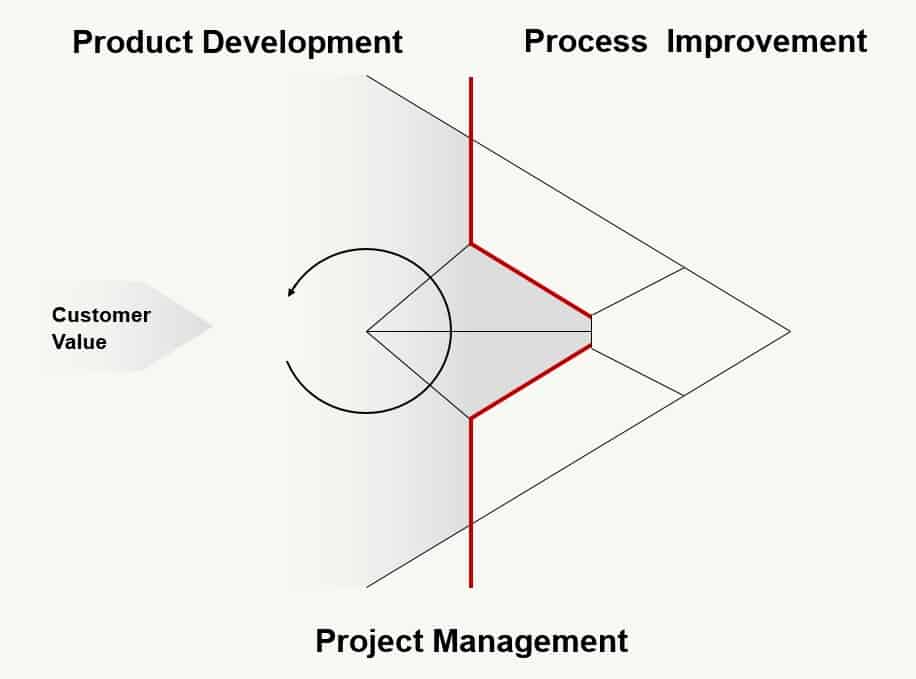
Now let’s look at some key attributes of change management, along with elements of the three disciplines mentioned above.

This video gives some tips regarding networking. It applies to finding a job or for obtaining clients in a consulting business.
This was created for the large number of people I know who have been displaced from a job. Many wanted advice based on my experiences and with my daily effort to build my consulting business. Not being able to have lunch with everyone, I created this video to help them get started. It has been helping people, so hope you can find value. It may also turn into a book at some point.
[Read more…]
Note from author:
Since this article was originally published, there are subsequent articles in the “Inside FMEA” series that further describe better approaches than RPN to risk prioritization. Here are links:
Is There a Better Way Than RPN?
Risk Prioritization in FMEA – a Summary
Is There a Better Way Than RPN?
Text of the original article:
One of the most important steps in FMEA procedure is prioritizing risk for corrective actions. As soon as Severity, Occurrence, and Detection ratings have been determined for each failure mode and associated cause, the next step in an FMEA is to prioritize the risk and identify which issues need corrective actions. This step has been misapplied more often than any other step in the FMEA process.
“The perfect is the enemy of the good.”
Voltaire

You drive your car (almost) every day, you will immediately notice a new noise, vibration, or feel to the car. Once you detect this you would report the issue to your mechanic (or if yourself and do the repair), and he would investigate the issue. The repair would be made and the car returned to you.
This same approach is what should be happening in your plant. The operators of the plant equipment, operate the equipment every day and know the equipment. Any changes or variation in the equipment or process would be noticed by them and should be reported to the maintenance department.
Based on this approach that we use every day with our cars, why is it that in many plants the operators do not notify maintenance of changes? Or the notifications go unused or not acted on? [Read more…]
What you will learn from this article.
Some plastics can be joined with glues or cements. One of the most common of these is PVC. PVC can be either unplasticised (uPVC) or chlorinated (cPVC). Some plastics can be dissolved and chemically bonded together. ABS plastic is such a plastic. [Read more…]
“To do something very dangerous takes a certain lack of imagination”
– Anonymous
Governments and companies worldwide are emerging from the current financial crisis and subsequent recession. While governments are crafting new regulations, businesses around the world are walking in shifting sand as risk exposures are high and new regulations will create compliance challenges. According to a recent survey by Korn/Ferry International, corporate leaders are focusing more attention on risk management after what is considered by many to be excessive risk-taking during the boom times that factored into the global financial crisis. [Read more…]

The effectiveness of “Design for X” (DfX) methodology is often limited by the non-negotiable “freeze” gates in the product development process. Freezes become points of negotiation instead of directing scheduling and resource decisions. Design changes continue past “design freeze” commonly resulting in an inefficient multi-iterative process.
A design freeze is the wrong tool for the job. Design Freeze is a “Put your pencils down” methodology. This leaves no room for input to the decision to halt activity other than what was available when the freeze gate was set. Often a good deal of new information about the design and program has been created between the program creation and the freeze. [Read more…]

Test To Bogy Sample Sizes
Introduction
Reliability verification is a fundamental stage in the product development process. It is common for engineers to run a test to bogy (TTB). What sample size is required for a TTB?
Reliability Testing
Reliability is the probability of a part successfully functions under specified life, duty cycle and environmental conditions. Many functions are specified during the design process. Each reliability test will be focused to validate a specific function. The targeted verification level depends on the criticality of the function and potential failure modes. The life could be specified as a count of cycles, an operating time, or perhaps a mileage or mileage equivalent. The duty cycle is a description of how the device is used. Environmental stresses are generally included in the test.
An example of how we work with people. While a basketball example, it shows many traits that apply equally to engineering and new product development. [Read more…]

Two rockets launched from Earth in November 2013. They carried a total of 61 small satellites from 20 different manufacturers. A satellite that is less than 500 kg in mass is considered ‘small.’ But small satellites are unique in many other ways. Old and ‘big’ satellites are massive, multi-billion dollar machines that take years to build and are the ‘only shot’ at achieving a mission. A ‘big satellite’ that stops working is a disaster. If a ‘small satellite’ fails, there can be many others floating around Earth to pick up the slack. [Read more…]
