
One of the most important concepts in designing for reliability is robust design. This article is a high-level overview of robust design and its relationship to FMEA.
“For the robust, an error is information.” Nassim Nicholas Taleb
Your Reliability Engineering Professional Development Site
One of the most important concepts in designing for reliability is robust design. This article is a high-level overview of robust design and its relationship to FMEA.
“For the robust, an error is information.” Nassim Nicholas Taleb

It is often wrongly believe that ALL Failure Modes should be included in an RCM analysis. RCM gives us four specific criteria that dictate what Failure Modes should be in included in a properly executed RCM analysis. They are… [Read more…]
A common question when setting up a hypothesis test is concerning sample size. An example, might be: How many samples do we need to measure to determine the new process is better than the old one on average?
While this seems like a simple question, we need a bit of information before we can do the calculations. I’ve also found that the initial calculation is nearly always initiated a conversation concerning the balance of sample risks, the ability to detect a change of a certain size and the constraints concerning the number of samples. [Read more…]

[Editor: originally posted Jan 23, 2015]
For those that are football enthusiasts and looking forward to the upcoming Superbowl, we are intrigued by the recent scandal in the NFL. The scandal involves the allegation that somehow the New England Patriots’ footballs used in the game against the Colts last week, were deflated and did not meet the minimum PSI requirements of the NFL to be ‘legal’ for game use. The allegation involves the possible tampering of the NE footballs to attain that ‘deflated’ state. Conceivably this would make it more desirable to throw and catch in the conditions of the game. [Read more…]
Some time ago, earlier in my career, I worked for a wonderful boss. She would stop by my office on occasion and ask ‘what’s new?’ or “how’s it going?’ Just a check-in. I often let her know about the current vexing problem I was struggling with at the moment.
The funny thing is she never directly solve the problem for me. She certainly could have. Instead, she would ask a couple of questions that always helped me to find the solution. This happened with problems concerning dealing with a difficult person, strange material properties, motivating change within a group, or finding someone that could design and run a computational fluid dynamic model for me.
It was her questions the helped. She did this in meetings, in presentations, and when she swung by my office for a chat. [Read more…]
 Think about your maintenance program. How often are your PMs scheduled? How were those frequencies established? If you are in the majority, the chances are that the frequencies were either established from the OEM manual, or by someone in the department without data.
Think about your maintenance program. How often are your PMs scheduled? How were those frequencies established? If you are in the majority, the chances are that the frequencies were either established from the OEM manual, or by someone in the department without data.
Establishing the correct frequency of maintenance activities is critical to the success of any maintenance program. Too infrequently and the organization is subjected to failures, resulting in poor operational performance. Too frequently, and the organization is subjected to excess planned downtime and an increased probability of maintenance induced failures. So how do you establish the correct maintenance frequencies for your organization? There are three different approached to use, based on the type of maintenance being performed;
This article will focus on Time Based Maintenance Tasks.
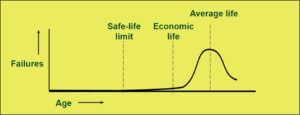
“The frequency of a scheduled task is governed by the age at which the item of or component shows a rapid increase in the conditional probability of failure” (RCM2). When establishing frequencies for Time Based Maintenance, it is required that the life be identified for the component based on data.
With time-based failures, a safe life and useful life exists. The safe life is when no failures occur before that date or time. Unless the failure consequence is environmental, or safety related, the safe life would not normally be used. The useful life (economic life limit), is when the cost of consequences of a failure starts to exceed the cost of the time-based maintenance activity. There is a trade-off at this point between the potential lost production and the cost of planned downtime, labour, and materials.
So how is the safe life or useful life established? It is established using failure data and history. This history can be reviewed using a Weibull Analysis, Mean Cumulative Failure Analysis or even a Crow-AMSAA Analysis to statistically determine the life of the component. Once that life is determined using a statistical analysis, the optimum cost effective frequency must be established.
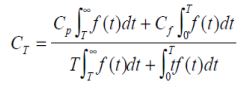 This formula is used to establish the economic life of the component, balancing the cost of the downtime vs. the cost of the replacement.
This formula is used to establish the economic life of the component, balancing the cost of the downtime vs. the cost of the replacement.
Where;
The formula will provide the total cost based on the maintenance frequency. Since the calculation can be time-consuming, Dodson developed a table which can be used if;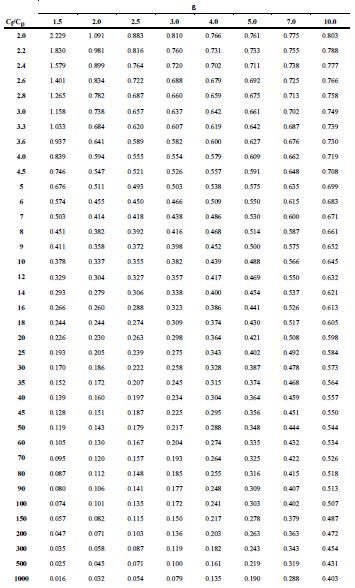
Therefore when using the table, use formula; T=mѲ+δ. Where;
In the example below, you can see how the table can be used with the formula;
The cost for a PM activity $60. The cost of a failure for the same item is $1800. Given the Weibull parameter of B=3.0, O=120 days, and δ =3 how often should the PM be performed?
The table value of m given a shape parameter B of 3.0 is 0.258. Therefore;
As you can see, determining the frequency of Fixed Time Maintenance tasks is not as simple as picking a number out of a manual or based on intuition. Armed with this information, a cost effective PM frequency based on data can be developed for your Fixed Time Maintenance tasks. This will ensure the right maintenance is done at the right time, driving your plant performance further.
Does you Fixed Time Maintenance Tasks have this level of rigor behind them? Why, not? After all, your plant performance (operational and financial) depends on it. Stay tuned for next week’s post on establishing frequencies for On-Condition tasks.
Remember, to find success; you must first solve the problem, then achieve the implementation of the solution, and finally sustain winning results.
I’m James Kovacevic
Eruditio, LLC
Where Education Meets Application
Follow @EruditioLLC

George Bernhard Shaw once said, and it’s now been written down and put on posters and the like: “The problem with communication is the illusion that it has taken place”.
In this ‘Information Age’ we have access to, receive, generate, and send more information than ever before. People can suffer from infoxication as a consequence of ‘information overload’ and decision making has, we are told, become more difficult as a consequence. [Read more…]
Business today is more competitive than ever. As a result, successful business leaders often need to make quick decisions with less than complete data. The wrong decision could result in significant losses, layoffs, or worse. This is where quality professionals and other data-savvy specialists can offer some assistance: by making the best analysis possible given the available data. [Read more…]

Do you replace your car headlights at regular intervals of six months? Do you wait to replace your tires until they wear through? Do you check your car engine oil with some sort of oil analysis before replacing it? Each component and system in your car has a function that is prone to failure. Each of those has consequences – some with little importance and others with great importance. [Read more…]

We use a sample to estimate a parameter from a population. Sometimes the sample just doesn’t have the ability to discern a change when it actually occurs.
In hypothesis testing, we establish a null and alternative hypothesis. We are setting up an experiment to determine if there is sufficient evidence that a process has changed in some way. The Type II Error, $-\beta-$ is a measure of the probability of not concluding the alternative hypothesis is true when in reality it is true.
The power, $-1-\beta-$, reflects the ability of the sample to correctly lead us to the conclusion that an actual change has occurred when in reality it actually has. [Read more…]

When it comes to Physical Asset Management, we have to think beyond maintenance and remember that there are a lot of other things we have to consider… [Read more…]

Maintenance of different equipment within a facility remains a core enabler of improved productivity and efficiency of plant processes. Poor maintenance practices lead to machine downtime, increased operational costs, and increased maintenance workloads.
Reducing maintenance workload can’t be done overnight, but it is a goal worth pursuing. Less maintenance work performed (without an increase in reactive maintenance work) means less resources spent – fewer spare parts used, less overtime work, and improved employee satisfaction that can actually increase the average quality of performed maintenance work.
In a recent blog post, Seth Goin discussed the need for ongoing investment to maintain infrastructure. Whether a road or building or even your own skills, it takes regular care to avoid system failures or obsolesce. [Read more…]
As a key attribute of High Reliability Organizations (HRO), what’s wrong with a questioning attitude? One the surface it would seem like this is something we would encourage all of our employees to do. Certainly they ask such questions because they seek legitimate answers, right? We wouldn’t want to discourage that behavior, would we? [Read more…]
High reliability is expected of mature products with track records (low hazard rate). But new products with little or no track record (hazard rate = ?) are commercialized every day in the upstream industry. The technical objectives for new equipment always consist of performance targets, but should also include designing to maximize reliability. So, how does an OEM achieve this? The answer involves culture, capabilities, and best practices. [Read more…]
